

ANDREY_FOM
-
Публикации
59 -
Зарегистрирован
-
Посещение
Все публикации пользователя ANDREY_FOM
-
Весело! А куда двигатели делись?! Мы тут посмотрели у нас, ни разу не продавались такие двигатели за всю историю фирмы! Перерыл всю документацию, фотографий движков нет. Так что только один вариант - пишите номер машины и год выпуска, запросим у MARVAL, что за движки и сколько стоят. Сервисники сказали, что могут быть варианты, отдельная машина и машина, которая встраивалась в линию.
-

Помогите с экструдером TSI mastermix gear easy
тему ответил в StanislauS пользователя ANDREY_FOM в Оборудование для производства
Попробуйте позвонить в наш сервис Протопопову Юрию Алексеевичу 8 903 758 80 39. Он должен помочь. -
Марка экструдера какая? У нас есть на Reinhardt Technik и кое что по Томасу Шварцу (TSI)
-
Модернизирую пилу Petici UNIVER 403P
тему ответил в Dan-K пользователя ANDREY_FOM в Оборудование для производства
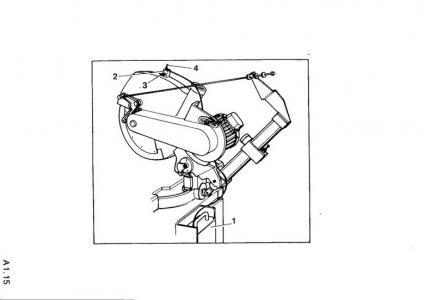
Итак, по пиле, так как у Вас пила типа 403 P, то и установка системы охлаждения на нее изначально не предусмотрена (с системой охлаждения и гидропневматической подачей это уже совсем другая пила - 403 IP). А вот если Вы хотите установить систему охлаждения потом, на простую пилу для резки ПВХ (то есть доработать ее, что бы она резала алюминий) тогда придется поработать ручками - установить форсунку. Вот рисунок из инструкции к пиле, там указано место положение форсунки. Кстати, если у Вас сохранилась родная инструкция (Итальянская), то там есть эта схема. Ну и опять же извиняюсь за то что схемы не было в коробке с системой охлаждения (достаточно странно, обычно всегда есть).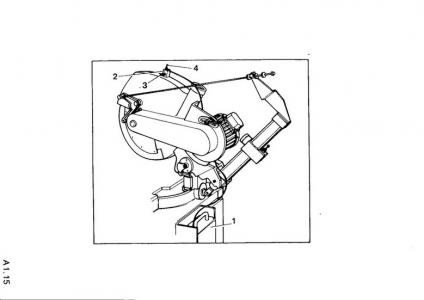
-
Опа на ... Как много новых имен и новых людей ... Давно я тут последний раз был и наверное поэтому стоит представится (тем более кризисссссс и несколько большее количество свободного времени позволяет надеятся что я теперь тут почаще буду появлятся). Ну по нику понятно что зовут Андрей, где работаю понятно из второй части ника. Мне 39 лет, далее как у большинства - учился, служил, женился, развелся, ну и конечно работал! По специальности техник теплотехник (Монтаж и эксплуатация ПГУ на АЭС). Работал на ТЭЦ в КИПиА, далее в конторе которая занималась ремонтами квартир, потом международные перевозки, и вот теперь тут. Работаю в этой фирме с 2001 года, менеджером по продажам оборудования. До этого только косвенно был связан с тематикой ПВХ (был начальником транспортного отдела на фирме торгующей профилем ПВХ, занимался транспортировкой его из Германии, плюс было производство окон ПВХ на этой же фирме). Ну что еще сказать ... готов ответить на вопросы которые могут появится ... хотя в нынешней ситуации, я думаю, вопросов по оборудованию будет гораааааздо меньше
-
Упс, давно я тут не был ... Что для алюминия что для ПВХ, для резки только Грауле консольную с 520 диском и еще одной опцией упор для резки под острыми углами ... Если ПВХ, то для сварки одноголовую машину где есть опция увеличения ширины свариваемого профиля (угол сварки обычно минимум 30 градусов, а дальше надо смотреть габарит самого профиля - если проходит со стандартным зеркалом то все нормально будет и так). Маятниковые пилы в любом случае только 45 градуов режут .... не хватит этого, да и не самое лучшее это, для алюминия по крайней мере.
-
В некоторых засыпках сита стоят небольшие подогреватели (мощность около 300 - 500 Вт). Сделано это для того что бы сито не "срабатывалось", то есть не впитывало влагу из воздуха пока его не засыпали в рамку. Сито отличается от силикогеля именно тем что очень хорошо впитывает влагу но возвращает ее обратно неохотно (долго и при высокой температуре). Именно поэтому бункер для сита на засыпке обычно герметично закрывается и еще подогревается.
-
Прошу совета по выбору оборудования
тему ответил в Илясов Михаил пользователя ANDREY_FOM в Оборудование для производства
"Уж сколько раз твердили миру .... " Господа читайте внимательно и предложения и договора! Поверьте, за 12 лет работы нашей компании все типовые документы "вылизаны" так что вопросов не возникает ни у кого, даже у лизинговых компаний, но только если эти документы читать внимательно и до конца. Я специально посмотрел сейчас предложения которые Вам подготовил Сергей, все сроки которые там указаны действительны и на сегодняшний момент. Действительно, некоторые станки есть на складе а некоторые приходят в первой половине апреля. Те станки которые Вам предлагались (все) являются складскими позициями, то есть привозим мы их по пять - десять штук. Но спрос на оборудование по обработке алюминия последние год - два очень высокий, и поэтому бывают моменты когда две три недели клиенту приходится ждать один или два станка из выбранного им комплекта. Так что, Михаил, предложения в силе, подумайте и звоните если что. А вот по поводу подбора оборудования (одноголовую, двухголовую, одношпиндельный, двухшпиндельный ...). Сколько людей столько мнений, но более менее стандартный подход такой, начинают чаще всего с такого комплекта как Вы выбрали - одноголовая пила (с хорошим приемным рольгангом), одноголовый копир, пресс и импостник (для резки штапика используют самую простую настольную одноголовку, как Вам сдесь и советовали). Далее при увеличении объемов или при усложнении выпускаемых конструкций, покупают двухголовую пилу, если идут сложные фасады то покупают "вырубную" пилу. Далее, штапикорез (под алюминий) ну и серьезный копир (двух или трехшпиндельный, с возможностью работать по стали). Относительно резки закладных, да можно использовать специальные пилы (привет Rexther!) покупают, но не часто, действительно считают что дорого. Но понятие "дорого" очень относительно, надо просчитывать экономику предприятия и понимать на сколько она необходима. Двухголовкой резать закладные можно (есть такая опция на всех двухголовках с фронтальной подачей), но как правильно заметил Rexther, диск будет довольно быстро "садится", хотя те кто купили двухголовки ВСЕ пользуются этой опцией. Кстати для всех, и особенно для переработчиков алюминия, двухголовых пил под алюминий у нас море! И любые Ваши "хотелки" удовлетворят. Под профиля с большим сечением, двухплоскостной рез, выставление угла с блока ЧПУ (наклон бесщеточным электродвигателем) и т.д. Поэтом когда спрашиваете пилу под алюминий правильно формируйте запрос! Указывайте что Вы хотите от нее получить! Я кстати все хотел попросить оценить наш новый сайт, но все времени как то не хватало (да и боязно, скажут рекламу гоню). Может кто уже видел и что то скажет про него. На наполнение особо внимание не обращайте, мы с этим боремся! Прям каждый день! -
Прошу совета по выбору оборудования
тему ответил в Илясов Михаил пользователя ANDREY_FOM в Оборудование для производства
Судя по составу оборудование берете не у нас. Но все равно совет - еще у фирмы COMALL есть копир DOLBY 90 и пресс САМ 80 это то что вам советуют выше (копир не двухголовый, но с поворотом рабочей зоны, не надо переворачивать профиль, он вращается вместе с пневмоприжимами), ну и станки для обработки импоста есть у них так же не плохие. А пилу не меняйте! Пила всем алюминьщикам очень нравится. -
оборудование для обработки стекла
тему ответил в alder пользователя ANDREY_FOM в Оборудование для производства
Даже так? Это почему же нет сервиса по МАСОТЕС? Не потому ли что вы сами продаете CSM? Вы бы поинтересовались сначала чем такое утверждать! -
Есть еще станок у "COMALL" SAM 777, есть у "EMMEGI" несколько типов и разной ценовой категории ... но стоят где то от 17- 18 тыс Евро и до 45 .... Sam777.pdf

-
выбор одноголовочной пилы
тему ответил в jaroslaw8 пользователя ANDREY_FOM в Оборудование для производства
Вот еще одна пила, уже с фронтальной подачей диска ... 55FS.pdf -
выбор одноголовочной пилы
тему ответил в jaroslaw8 пользователя ANDREY_FOM в Оборудование для производства
Ярослав, мы кстати то же "за" общение по электронке. Но дело в том что мы не нашли ни одного письма где бы интересовались данными пилами. Я склонен думать что Ваше письмо банально не дошло до нас (причин много может быть - и спам фильтр, может просто сервер почтовый глюк словил ... ). Если не сложно повторите ..................или .................. для Васильева Андрея. То что касается пилы с нижней подачей диска я файлик прикреплю, там фото пилы и видно диагональ реза. Могу то же самое по другим пилам сделать, но модераторы могут и по шапке дать .... скажут реклама. Дружно пишем в приват, ссылки на свои сайты и другие контакты, открыто не даём. ................................................................................ .................................................. Jura Cut_400A.pdf -
Нужен обрабатывающий центр ЧПУ - для алюминия
тему ответил в DWG // пользователя ANDREY_FOM в Оборудование для производства
Сколько осей? Длина? Под окна двери или под фасады (максимальный габарит профиля)? -
выбор одноголовочной пилы
тему ответил в jaroslaw8 пользователя ANDREY_FOM в Оборудование для производства
Ярослав, дело в том что практически у всех производителей оборудования пилы такого плана как Вы хотите (45-90-45, пневмонаклон и диск на 500 - 550 мм) примерно одинаковой стоимости (от 7500 евро) при этом диски либо 450 мм либо 550 мм. Отличаются они только типом подачи диска (пневматика гидро пневматика) максимальными углами наклона (до 20 град) и возможностью выставить промежуточные углы не в ручную, а по "цифровику". Машины очень мощные (вес станка свыше 550 кг) и надежные. Скажем так, продается их немного, но на те которые проданы нареканий нет. Предложить можем и "COMAL" и "PERTICI" и "EMMEGI", но как я и писал выше, цены примерно одинаковые. И не забудьте про рольганги! К такой пиле и рольганг нужен соответствующий. И кстати, Вам правильно посоветовали посмотреть пилу с нижней подачей, на данный момент это самые покупаемые одноголовки для алюминия. И зоны резки у всех закрыты полностью кожухом, стружка лететь не будет! И стоят они дешевле. -
Пила кнсольная тип ZS 85/135/170/200 , без индекса значит только с поворотом головы, с индексом N значит с наклоном головы. Пилы 170 и 200 с индексом N наклоняются и в право и в лево. Диски у пил соответственно 300, 350, 420, 520 мм диаметром. Вот фотка Пилы интересны довольно большим набором опций к ним (автоматическая подача, цифровики отображающие углы поворота и наклона, и т. д.) так что по поводу тяжести работы Вы зря! Ставте автоматическую подачу и не надо таскать диск по консоли вручную (согласен с гидротормозом это тяжеловато может быть, особенно для больших диаметров диска). А вот так называемые вырубные пилы тип AS 450 / ASU 450 / ASP 550 / ASV 550 это уже немного другая песня (как тут правильно заметили "мечта алюминьщика"), эти пилы больше приспособленны для как раз серийного выполнения сложных резов ... вот фотка ASU 450 с цифровыми указателями угла наклона дисков


-
Кроме станка MP 30, у фирмы MLA ещё есть два станка MP 34 и MP 38. 34 станок очень похож на 30, отличие только в возможности регулировки сверлильного агрегата (на разный "дормас" кажется так называется расстояние от центра отверстия до края створки) на 30 такой регулировки нет. 34 как и 30 оснащены дисковой фрезой для прорезания паза под замок. 38 оснащен пальчиковой фрезой для прорезания паза под замок, так же предусмотренна регулировка этой фрезы по высоте. Все станки производятся в двух модификациях - только с боковыми упорами или с боковыми упорами и плюс центрирующий упор (тут у кого какая фурнитура). Станки (так как у них агрегаты расположенны не как в обычных копирах - то есть сверлилка снизу, а под замок паз режется горизонтально) могут работать и на уже сваренных конструкциях. Звоните, есть они у нас ... MP 30. Но копир под личинку замка все равно надо иметь если двери делаете ...
-
37 лет. В околооконном бизнесе где то с 97. А совсем в нем 6 лет ... А водка самая вкусная в Новосибирске "Белуга" ... Хотя как говорится есть два типа водки - вкусная и очень вкусная. Вкусная это теплая, а очень вкусная это охлажденная ... Полгода уже не появлялся тут ... лица все те же! Что радует! Но новеньких то же много! Что то же радует! Теперь сидеть и читать до ночи всё что не прочитал за это время ...
-
Вешалки для дистанционеров
тему ответил в Erepb пользователя ANDREY_FOM в Оборудование для производства
Есть такие транспортировщики, есть автомат и есть ручной. Производство "Марвел" (Италия). На складе таких нет правда, можем только на заказ. Несколько раз привозили уже. Если интересует пишите на мыло info@d-e-n-v-e-r.ru, вышлем предложение и чертеж. -
Перепрограммирование контроллера
тему ответил в Rexther пользователя ANDREY_FOM в Оборудование для производства
А какой хот мелт? Чей хоть? Может шильдик не зарос еще смолой?! У нас есть инструкции к нескольким экструдерам "Малнати" и "Штефигласс" может они? Или хотя бы контролер один и тот же?! -
Да! Точно забыл, сорри! Отвечаю, так как разметка (или сразу сверление) под крепеж импоста производится на обрабатывающем центре, то и установка импоста не вызывает особых сложностей (разметка уже не нужна, только установка и крепление). Ну по крайней мере быстрее, точно. Можно еще вваривать (в стык), но тут свои сложности и стоимость опять же ... и сварка 6-8 голов не дешовая, да и не все системы можно так вваривать, зависит от импоста и от формы рамы. На ввариваемый импост нельзя навешивать тяжелые створки (есть ограничения). На заводе о котором я писал (Перей) импост вваривают (в стык) так что эта операция отсутствует "как класс". Програмное обеспечение - ставили и под Супер Окна (хотя от наших сервисников слышал что мягко говоря "бывают сложности") и под Вин Кад (тут все классно говорят), Клаес естественно (тут без проблем, что касается связи с машинами по крайней мере) .... Это основные. Некоторые ставят под свои программы и сами пишут драйвер для выгрузки, ну сдесь уже зависит от програмера. Вариантов много. Можно заказать драйвер и у изготовителей оборудования (кстати деньги те же примерно) но наши не предоставляют необходимую инфу, да и потом связыватся и настраивать что то, вносить изменения ... лучше пускай наши пишут. Вот так.
-
Давно я не заходил на форум ... даже пароль забыл. Темы просмотрел бегло, а на этой остановился ... зацепило. Безбумажное производство видел, и не раз. Например в Бельгии, завод "Перей". У нас уже есть достаточно много фирм которые стремятся к этому и делают правильные шаги в этом направлении, а у некоторых уже это работает ... По порядку. Начинать надо с программы, основной, расчетной, верхнего уровня, называйте как хотите. Именно она должна "уметь" многое, в частности выгружать данные на различное оборудование, и в различные программы. Выгрузка на резку (пила или режущий центр), идет в программу пилы, а уже эта прога формирует этикетку (но есть и исключения, но у нас так) (что в ней указывать определяете Вы, но обычно это, непосредственно штрих код, номер заказа, какая палка (верх, низ, право, лево), рекомендованная длинна армирования, далее по желанию, хоть чертеж окна и цвет глаз заказчика!). Во время резки на компе (или на этикетке, кому как удобнее) указывается номер тележки и ячейка где будет лежать эта заготовка. Сформированная тележка (этап вставки усилителя я миновал - кто режет на каждую длинну отдельно, кто пошагово, а потом подбирает ближайшую к указанному в этикетке размеру) поступает на обрабатывающий центр. Сканируем, центр производит все обработки (от крепления армирования до разметки места крепления импоста, установку ответных планок и т.д. все что связанно с фурнитурой). Далее сварка-зачистка, сканируем (сварке нужен только размер, зачистке вообще все по барабану, она всю инфу со сварки получает). А вот дальше ... обычно после зачистки разводят на две ветки рама и створка. Для установки на створку фурнитуры есть автоматы, вернее сказать так - что ставить - говорит компьютер после сканирования, устанавливает фурнитуру человек, а крепит машина. Далее створка уходит в вертикальный накопитель. На паралельной ветке идет установка фурнитуры на раму. Далее их "женят", опять же сканер, сканируете этикетку на раме - на накопителе загорается лампочка над ячейкой с нужной створкой или как вариант на отдельном блоке указывается номер ячейки. Далее регулировка фурнитуры. Со стеклопакетами такая же ситуация, но все зависит от того сами Вы их делаете или покупаете, реализовать можно и в первом и во втором случае таким же способом. Сканируете этикетку указывает где стеклопакет (номер тележки, номер ячейки)... Резка штапика, это отдельная песТня. Штапикорез комплектуется рольгангом с компом (на него можете навешать все что душе угодно - сканер, сеть, этикет принтер, флопик, радио линейку или просто вводить размер с точ-скрин клавиатуры). Режут все по разному. Можно заранее по выгрузке данных нарезать штапик, клеить этикетку и ставить в ячейки ждать своего окна. Можно по приходу окна мерить радио линейкой, передавать данные на штапикорез и резать так сказать в реальном времени. .... Вообще то всё... Дальше окно на склад ... Все конечно зависит от объема производства, но на одной экономии бумаги можно сэкономить за год на три компьютера. Может немного сумбурно, но время уже позднее ... домой пора! Завтра отвечу всем кто на меня "наедет" за этот пост! С уважением ...
-
Вы наверное имете ввиду не промывку а просто прогонка одного из компонентов (с перекрытием другого). Для промывки в экстудер монтируется специальная установка (насос) промывает отвердитель. Такая штука в природе есть, растворитель называется нафтосол а продает кажется ТБМ.
-
Вопрос по герметикам для автоматической линии
тему ответил в ИгорьI пользователя ANDREY_FOM в Оборудование для производства
Если застыл полисульфид в смесителе, то есть только два варианта - первый, купить новый смеситель (это самый дорогой вариант стоимость смесителя около 700 евро ). второй, выжигание затвердевшего полисульфида, в этом случае возникает необходимость потом поменять шнеки (находятся внутри смесителя) так как они зачастую пластиковые. А вообще лучше купить фризер ... и таких проблем не будет. В любом случае можете позвонить нам в сервисную службу и ребята Вас проконсультируют. -
Новые перспективы МОСБИЛДА
тему ответил в Сергей пользователя ANDREY_FOM в Выставки, Журналы, Конференции
А действительно есть такая вероятность что будет раз в два года или это только разговоры на форуме и наши личные желания? Я то же полностью согласен с этим, но на сколько это вероятно?! Мы например уже задумываемся об отказе от "Мир стекла" - как то мельчает она с каждым годом все больше... Народу меньше становится, обработкой стекла вообще мало кто интересуется... Лучше уж выставить и стеклопакетное оборудование и ПВХ на дной выставке, тем более что у нас (в отличии от Германии например) практически все кто делают окна делают и стеклопакеты, так наверное интереснее будет для всех.


