ANDREY_FOM
-
Публикации
59 -
Зарегистрирован
-
Посещение
Все публикации пользователя ANDREY_FOM
-
Обратитесь в представительство FOM. Компания PROFTEQ (старое название PV tecnic) сейчас входит в группу компаний FOM и работает. Директор представительства Смирнов Алексей, 8(926)329-01-61.
-
Вот чего нет, того нет! Только инструкция к станку есть, там их нет. А что на штапикорезе не было этих пластин? Вообще узел этот есть?
-
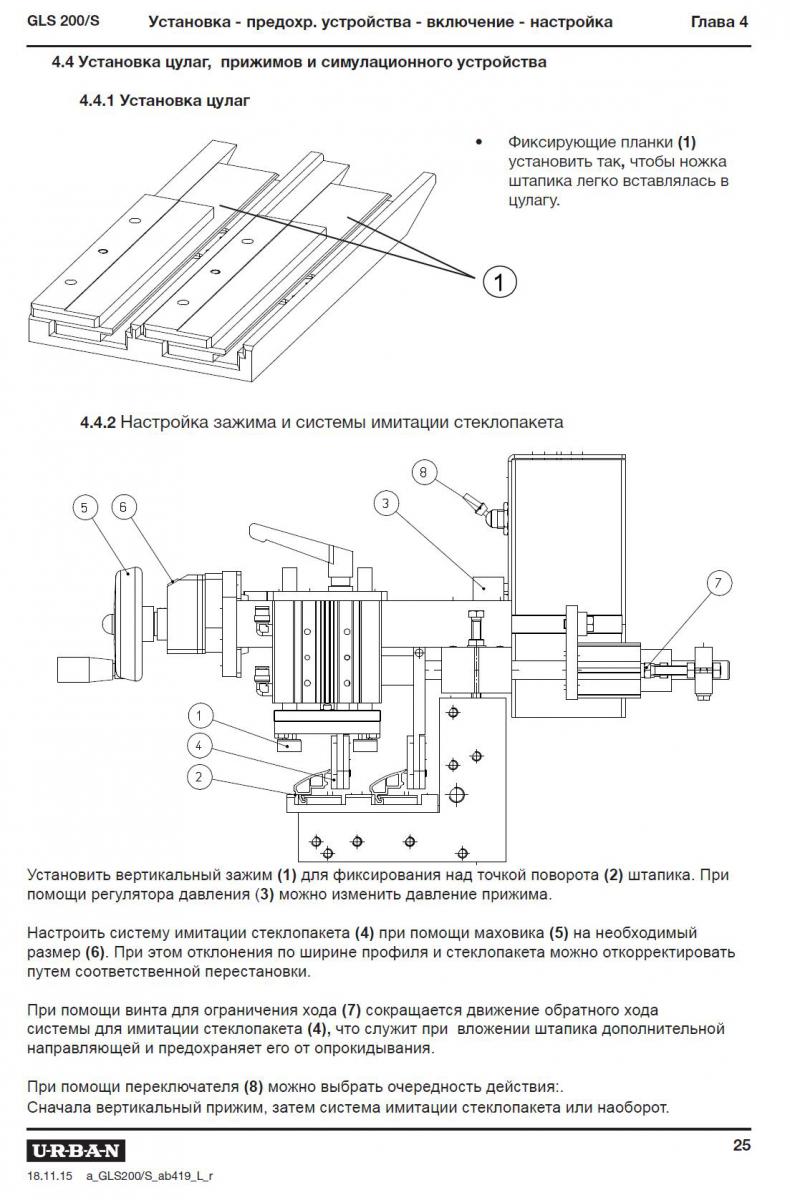
Не было никогда у Урбана безцулажного штапикореза. Всегда были и направляющие под ножку штапика и другие приспособления (в зависимости от типа профильной системы). Имитация прижима штапика к стеклу, это система, которая позволяет поднимать уплотнитель на штапике при резке. Упоры (вертикальные планки, которые перемещаются по горизонтали, на чертеже №4) настраиваются в зависимости от ширины штапика (или толщины стеклопакета, кому как нравится), там барабан на 18 болтов, как мне помнится, каждый болт это один типоразмер пакета. Можно выбирать алгоритм работы прижимов - сначала планки, потом вертикальные прижимы или наоборот.
-

Глючит усорез Pertici 500TS
тему ответил в qper пользователя ANDREY_FOM в Оборудование для производства
Ну так есть мобильный! Например, Алексей Шаров, начальник сервисной службы (916)003-85-90. (Эх, получу я по шее за это! ) -
Глючит усорез Pertici 500TS
тему ответил в qper пользователя ANDREY_FOM в Оборудование для производства
А Денвер что говорит? Вы в сервис к ним обращались? Ну и как вариант отключить эту опцию совсем. С этим они тоже помогут. P.S. На ник не смотрите, уже там не работаю, а ник поменять не могу. -
Сверлильный станок RINALDI под петли
тему ответил в 4UDO пользователя ANDREY_FOM в Оборудование для производства
Спасибо за такую оценку нашей компании! Кстати, можно такой небольшой вопрос, кто и что может сказать про оборудование MECAL? Может у кого стоит что-то из станков данного производителя? -
Сверлильный станок RINALDI под петли
тему ответил в 4UDO пользователя ANDREY_FOM в Оборудование для производства
И да, кстати, ни MG (Испания) ни MECAL (Италия) таких станков не выпускает. Насколько я знаю. RINALDI до недавнего времени для EMMEGI делали все копировально-фрезерные станки и импостники. -
Malnati 1500d, Санкт-Петербург
тему ответил в screw пользователя ANDREY_FOM в Оборудование для производства
Пишите, что Вам нужно, поможем. Не знаю, у кого Вы ее покупали, и кто загнулся, но мы как продавали, так и продаем. -
Сверлильный станок RINALDI под петли
тему ответил в 4UDO пользователя ANDREY_FOM в Оборудование для производства
Итак, RINALDI это фирма, которая производит данный станок (называется у них он MUL 46R). Компания EMMEGI данный станок не производит, а покупает у RINALDI и продает под своей торговой маркой и своим названием (MULTIFOR M). Вот описание станка: Станок сверлильный MUL 46R шестишпиндельный (с двумя рядами попарно расположенных шпинделей) с ручной подачей для одновременного сверления отверстий в алюминиевых профилях под установку двух- и трёхкрылых дверных петель, система быстрой смены бит (для двойной петли), межосевое расстояние фиксировано (под конкретный тип петли - указывается при заказе), расстояние между рядами шпинделей может регулироваться с помощью 6 - позиционного револьверного упора в диапазоне 48 ÷ 110 мм, max сечение профиля 195х140 мм, в комплекте: горизонтальный пневмоприжим с системой "низкого давления", механический ограничитель глубины, система смазки и охлаждения распылением СОЖ, боковой удлинитель 1000 мм с измерительной линейкой и 4 откидывающимися упорами, обдувочный пистолет, 400 В, 1,1 кВт, 2400 об/мин, без набора сверл. Дальше опции из разряда конвейер и сверла. Станок действительно узконаправленный, под определенное межосевое расстояние петель. Переделать его потом нельзя. То есть идет привязка к фурнитуре. Делают его на заказ, как Вы понимаете, покупают, конечно, но не часто. По мне так лучше взять обрабатывающий центр, небольшой, он более функционален. -
Сверлильный станок Fapim TF11
тему ответил в Alumix пользователя ANDREY_FOM в Оборудование для производства
Станок сверлильный MULTYFOR M шестишпиндельный (с двумя рядами попарно расположенных шпинделей) с ручной подачей для одновременного сверления отверстий в алюминиевых профилях под установку двух- и трёхкрылых дверных петель, расстояние между шпинделями фиксировано (под конкретный тип петли - указывается при заказе) и может регулироваться от 48 до 110 мм, max прижим 220х140 мм, в комплекте: горизонтальный пневмоприжимы с системой "низкого давления", регулируемый ограничитель глубины, система охлаждения распылением СОЖ VENTURI, боковые упоры, обдувочный пистолет, станина, 1,1 кВт, 2400 об./мин., без набора сверл. Отдельно Быстрая смена 4-х бит (для двойной петли) Изменения межосевых расстояний 6 - позиционный револьверный упор. И далее перечень межосевых расстояний, и список различных свёрел. Мы поставляли такой станок (изготавливала фирма Ринальди, поставка через EMMEGI). Но если честно, обычно люди через полгода - год после покупки начинали задумываться об обрабатывающем центре. И вот тогда такой станок уже становился не нужным и тихо пылился в сторонке ...
-
В личку сбросил контакты. На складе всего 29 штук, если мало, то можно заказать.
-
У нас есть (даже на складе какое-то количество). Используются на станках для обработки стекла (ленто-шлифовальные и сверлилки для стекла). Вот фото.

-
А где можно нормальный измерительный рольганг купить?
тему ответил в Eugeen пользователя ANDREY_FOM в Оборудование для производства
Уровень автоматизации? Просто контроллер или полноценный компьютер? Тот же вопрос, уровень управления? Полноценный комп или контроллер? И для каких целей? К штапикорезу или к пиле? (Просто к штапикорезу еще берут радиолинейку, к пиле просто рольганг, хотя можно еще принтер, сканер ....) -
Станок для обработки кромки стекла
тему ответил в Алексей-33 пользователя ANDREY_FOM в Оборудование для производства
Разрешите и мне вмешаться чуть-чуть. Хоть мы и практически отошли от продажи станков для обработки кромки стекла, но по старой памяти и по общению со старыми клиентами могу сказать, что в Вашем случае лучше взять европейца (можно и Б/У), но из достаточно известных, Бавелони, Скьяти Анжело, Батеро, Аделио Латуада и т.д. Их не так и много, и они все примерно одного уровня (как по производительности, так по качеству и надежности). Китаец не проработает столько, работой это даже не назвать (наслышался от клиентов в свое время, когда все начали их покупать и про качество, и про сервис и про китайца, который жил на заводе под станком все время запуска ... несколько месяцев, между прочим!). Ленточник (даже с тремя агрегатами, установленными последовательно) не думаю, что столько сможет обработать. Нужно учитывать, что для получения полированной кромки Вам надо будет три раза (как минимум) сменить ленту (грубый абразив, средний абразив, коркополировочная лента), хотя это и не долго, но это три прохода одной стороной стекла по всем трем агрегатам.
-
Ищем обрабатывающий центр для переработки алюминия
тему ответил в serviceman пользователя ANDREY_FOM в Оборудование для производства
Посмотрите вот такую машину: http://www.youtube.com/watch?v=wJiSLsKzIsg Но, честно говоря, Проведаль на нем обрабатывать, это как по воробьям из пушки! Хотя если пушку зарядить дробью ... то стаю можно завалить! Под стандартные обработки можно взять, например, такой станок как NANOMATIC 384 S. Вот видео по похожей машине (управление идентичное, просто новый номер 384 вместо 380), полуавтоматический станок (оператор только выбирает обработку, закладывает профиль и опускает голову вниз, по осям Х и У перемещение автоматическое, по программе). Машина работает с макросами, которые можно создавать как на самом станке, так и на компьютере в офисе (отдельная программа). http://www.youtube.com/watch?v=PJ9Ujjueq7Y -
А где можно нормальный измерительный рольганг купить?
тему ответил в Eugeen пользователя ANDREY_FOM в Оборудование для производства
Отправил в личку информацию по рольгангу. Он с компом полноценным. Можно еще вариант с контроллером. Тогда нужен будет комп, который нужно будет подключать по порту RS232. Разница в цене, конечно, будет, но не очень велика. Вообще данные рольганги обычно берут под резку штапика (тогда его комплектуют радиолинейкой). Под профиль так же продавали, как для простой резки к одноголовым пилам, так и, например, для станка под сверление отверстий в раме под мех соединитель импоста. Выгрузки на них делают из программ, формат данных даём. -
Автоматический центр по производству окон
тему ответил в VladimirK пользователя ANDREY_FOM в Оборудование для производства
Около 500.000 Евро. Сильно зависит от комплектации, достаточно много опций. Но машина как видите, может окна, двери и фасады изготавливать. Если вопрос стоит только об окнах и дверях, то это, наверное, слишком круто. Тут легче купить отдельный обрабатывающий центр, который работает с уже отрезанной заготовкой. Таких много у EMMEGI - и трех, и четырех, и пяти осевые. И разной длины, и двух зонные, ну, и т.д. Есть еще и вот такая машина (так же может работать с целым хлыстом профиля, то есть и обработать и распилить его). http://www.youtube.com/watch?v=0kSH321e1-s -
А где можно нормальный измерительный рольганг купить?
тему ответил в Eugeen пользователя ANDREY_FOM в Оборудование для производства
Добрый день. Начнем с того, что есть несколько типов измерительных систем на рольгангах. Самая простая это рулетка, нанесенная на рольганг, и упор, который перемещается вручную вдоль всего рольганга. Соответственно тут беготня вдоль рольганга постоянная, при каждом новом размере, как Вы правильно заметили. Далее идут рольганги, в которых упор перемещается с помощью маховичка, то есть, беготни нет, рабочий стоит около пилы всегда (ну, максимум полшага к маховичку сделает). Эти рольганги могут быть с различными измерительными системами - рулетка внутри станины и смотрите Вы на нее сквозь визир (увеличительное стекло с риской), механический счётчик, цифровой счётчик. Кроме этого такие рольганги могут быть оснащены как механическими, так и пневматическими системами блокировки упора, и откидыванием упора. Далее идут рольганги с автоматическим позиционированием упора. Могут управляться как достаточно простым контролером, так и промышленным компьютером. Там Вам и различные разъемы (RS232, USB, RJ45) для подключения внешних устройств (принтер, сканер) или сети, и мониторы с тачскрин дисплеем, и мышки, и клавиатуры. Размеры обычно стандартные 3-4-5-6 метров. Некоторые производители, на заказ, могут сделать и длиннее. Обычно стоимость у европейцев одинаковая (при сходных характеристиках). Но бывают и исключения, модели интересные как по конструктиву, так и по цене. Вам какой из выше перечисленных? -
Ищем обрабатывающий центр для переработки алюминия
тему ответил в serviceman пользователя ANDREY_FOM в Оборудование для производства
Добрый день. А почему именно эти производители? Фимтек как бы больше с ПВХ профилем работает, Алюматек действительно не очень хорошо себя чувствует. Теперь собственно вопросы. Что выпускаете - окна, двери, фасады, сложные конструкции (зимние сады и т.д.)? Максимальное сечение профиля? Тут в соседней ветке так же запрашивали центр, только там хотят обработку и резку. Вы хотите такой же? Или чистая обработка? -
Автоматический центр по производству окон
тему ответил в VladimirK пользователя ANDREY_FOM в Оборудование для производства
И сборку так же автоматизировать? Робота для сборки хотите? Или все-таки центр обработки и резки (именно в таком порядке обычно скомпонован)? Центр будет производить все обработки на профиле, производить резку (в зависимости от типа машины). Может быть, как обычная резка 45-90-135 градусов, так и более сложные варианты, например со сложным зарезанием стоек, как вырубная пила типа AS450 или ASU450 от GRAULE). Вот, например: http://www.youtube.com/watch?v=wJiSLsKzIsg Сборка - это уже углообжимные пресса. Одноголовые или четырехголовые ... но там все равно человеческий труд - профиль надо закладывать. Есть и варианты с роботами. Но это достаточно дорого. Если найду видео по такой линии, залью на youtube. Насколько помню, называется PILOTA, была на выставке в Италии как-то. -
Не работает дисплей на Emmegi Fusion 2LL
тему ответил в Прораб пользователя ANDREY_FOM в Оборудование для производства
А можно я отвечу. Так как судя по описанию произошедшего это дело рук нашей компании. Станок, который был продан первоначально, это действительно станок фирмы EMMEGI - FUSION 2LL и как тут правильно заметили, похож на STB, но лишь тем, что контролер с батарейкой, которая тихо сдохла, и машина умерла, мы заменили на двухголовую сварку MSA-EE-9-SB-260 фирмы Hollinger (Германия). Клиента предупреждали, что машина новая и для нас не очень известная (мягко говоря), он выбрал сам (уж не знаю, по каким параметрам, может по цвету). А Hollinger сейчас прекрасно работает. Контролера на складе под станок FUSION 2LL не было, заказ, доставка и т.д. долго, ну и ряд других причин повлияли на принятие решения в пользу замены одной модели на другую. Вот как то так. -
Гарантийные обязательства
тему ответил в som пользователя ANDREY_FOM в Оборудование для производства
Путают. Вы не "Денвер". По T.S.I. или Томас Шварц. Мы, когда-то, даже с ними работали. И даже продали кое-что. Но, наши сервисники, когда сравнили два экструдера - TSI и Рейнхард, сказали примерно следующее, TSI делает машины, которые Рейнхард выпускал несколько лет назад. Плюс конечно не очень хорошая поставка запчастей. Все это в сумме подвигло нас на отказ от TSI в пользу только Рейнхарда. По гарантии, тут действительно все так, как Вы написали. Условия Гарантии у всех (ну, или почти у всех) одинаковые. Проезд и проживание оплачивает покупатель. Все остальное за счет продавца. А вот с лизингом какая-то накладка у Вас получилась. Бывает два варианта. Объединенный договор - лизинг плюс сервис (шеф монтаж и дальнейшее сервисное обслуживание), но тут есть тонкости, лизинг не может включить в договор некоторые моменты. Например, проезд и проживание, поэтому это большая редкость. Второй вариант, договор сервисный подписывает непосредственно покупатель, напрямую с поставщиком. Тут все понятно, покупатель, когда сам подписывает, читает все внимательно! Всегда! А главная фраза тут все-таки "с двумя месяцами простоя оборудования в сезон"! Мы просто поняли, что это значит для клиента. Но, то же, всякое бывает! "И на старуху бывает проруха". Как правильно написали выше, все держать на складе невозможно. Иногда такое сломается, что диву даешься! Как?! -
За какие места поднимать двухголовую пилу и сварочник Пертиччи?
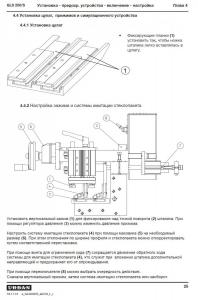
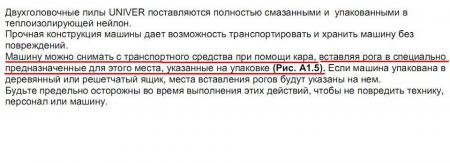
тему ответил в Dan-K пользователя ANDREY_FOM в Оборудование для производства
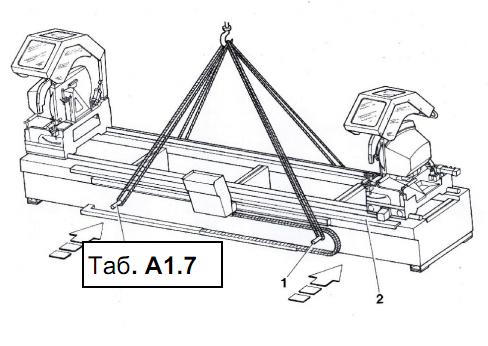
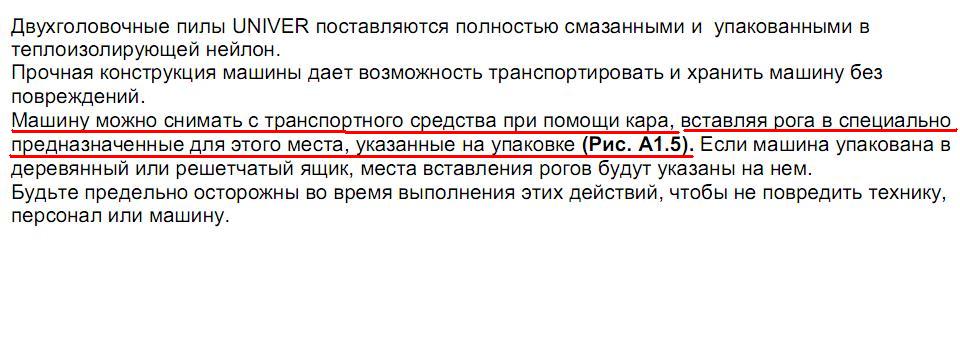
Всем привет. Я понимаю, что тема давняя, и уже цех переехал и работает, но все-таки! "За державу обидно". Две выдержки из инструкции (одна по пилам, одна по сварке). Я, конечно, понимаю, что упаковки нет уже и места, куда заводить вилы погрузчика никто не помнит. Тем более что на сварке Пертичи при транспортировке головы сводятся вместе (крепежные элементы то же потеряны наверняка), и развесовка там получается кривая, головы слева. Но тут уж методом "научного тыка" так сказать можно понять, где вилы заводить. А по пиле на рисунке все видно, две трубы (места на станине обозначены и прикрыты круглыми лючками с рисунком крюка) плюс чалки. Даааа .... давно я тут не был ... хорошо пароль вспомнил. Читать ну очень интересно!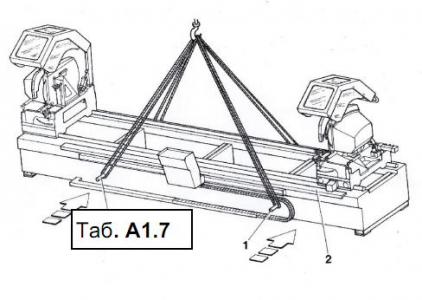
-
Не сваривает станок hollinger 2-х головый
тему ответил в Anna пользователя ANDREY_FOM в Оборудование для производства
Ну, если ничего из выше перечисленного не поможет, ну позвоните поставщику в сервисную службу! То есть нам ... -
Запасные части для ленточной пилы MACC SP 280
тему ответил в Neil пользователя ANDREY_FOM в Оборудование для производства
Такая? Что нужно из запчастей? Сори, не прикрепил фото SPECIAL_280_CSO.PDF