

Bertos
-
Публикации
198 -
Зарегистрирован
-
Посещение
Все публикации пользователя Bertos
-
Чтобы вычислить адрес контроллера через ноутбук прошарьте его программой ipscan.
-
-
Это ebay?
-
Здравствуйте. Все цепи проверены входы работаю корректно. Проверено по схеме и на индикации дисплея.Так же произведен сброс прошивки через батарейку.Результат тот же. По запросу официалы попросили 800 баксов. Сейчас ищю прошивку либо донора плк.
-
Доброго дня! Имеется одноголовый сварочник производства Кабан. Выяснилось что в контроллере Миллениумll+ SA20 по непонятной причине сбился алгоритм команд. Т.е. на входящие сигналы он путает выходы исполнения. Подскажите стоит заморачиваться с прошивкой или сразу брать новый контроллер?
-
Но тем не менее как я понял предыдущий мотор вышел из строя. А контакторы и поменять могли. Вангую.
-
Ну по обмотке двигателя видно же какой он.
-
-
Совершенно верно!
-
Буквально на днях подключал подобный двигатель мощностью 25 квт в шкаф управления зерно-сушилки. Разогнать такой мотор на звёзде просто не реально. Контактная группа пускателей сгорит как свечки. Но та же пила по металлу Pedrozolly Brown 250 с двигателем 2 кВт стартует и со звёзды и с треугольника. Соглашусь с Электриком на больших мощностях лучше не рисковать мотором и силовой цепью. Необходим автопереход с треугольника на звезду.
-
Здравствуйте. Это типичный двух скоростной асинхронный двигатель. В ручном режиме переключение обычно реализуется через пакетник. В автоматическом через контакторы. Обычно их 3 шт.
-
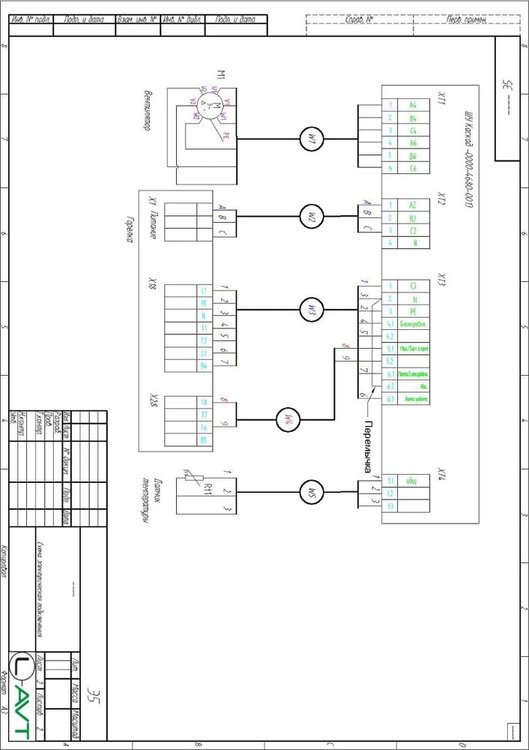
Модификация одноголовой пилы кабан AC1020
тему ответил в Elektrik1982 пользователя Bertos в Оборудование для производства
По горизонтали. -
Модификация одноголовой пилы кабан AC1020
тему ответил в Elektrik1982 пользователя Bertos в Оборудование для производства
Хорошая работа! Зачёт.Единственое не увидел профиль прижимается? -
А что вы предлагаете во время процесса сварки уходить в ошибку? Данную конструкцию это уже не спасет. А дотягивание до размера изменит геометрию квадрата .
-
Да это тоже может быть. Можно даже шланг не откидывать. Если в цехе довольно тихо будет травить с глушителя. Ещё вариант смотреть сработку индикации на герконе наплава.
-
Сначало одна группа поршней создаёт наплав. Другая сжатие. Мы можем конечно настройкой осей изменить размер но при этом изменится геометрия квадрата.Если вы имеете в виду сползание размера то система конкретно в моем случае дотягивать до размера не будет.
-
Можно с опциями координат осей поправить кое что иногда.Но механика тут рулит.
-
Да идеальная настройка механики.
-
Сначало приводы встают в размер. Дальше одна группа поршней создаёт наплав другая создаёт сжатие до необходимого размера.Все последовательно. Следовательно в момент сжатия слабые тормоза создают сползание размера.
-
-
Я думаю время срабатывания тут важнее.
-
Да они встают в размер. Дальше механика через пневматику.
-
Приветствую. Был такой трабл. Помогла замена реле тормозов приводов осей . P.S. реле нужны с позолотой.
-
Sturtz SE-HSM-30/26 Compact
тему ответил в Bertos пользователя Bertos в Оборудование для производства
Отправлено Вам на почту -
Уважаемые комрады, кто сталкивался с подобным сбоем на 4-х головом сварочнике Штурц. При запуске процесса укладки заготовок, одна ось 21 уезжает без проблем, две другие 31 и 41 выдают ошибку в переводе "не достигнуто положение" и следом "движение в среднее положение". При этом изначально, станок базируется без ошибок, в ручном режиме ходит как положено. Заменил релюхи тормозов тот же результат. Сделал бекап программы.Концевики проверил.


