

servis-roman
-
Публикации
797 -
Зарегистрирован
-
Посещение
-
Дней в лидерах
5
Сообщения, опубликованные пользователем servis-roman
-
-
22 минуты назад, Elektrik1982 сказал:
Тут я вас поправлю: сперва двигатель запускается на треугольнике, а после переключается на звезду. На треугольнике меньше обороты, но выше мощность. Так его проще разогнать.
Судя по шильдику с начало звезда потом треугольник!
-
 1
1
-
-
15 минут назад, ART сказал:
А если не зажимается?
Спрашиваю потому, что я не увидел, чтобы в режиме сварки сервы отключались. Они хоть с тормозом, хоть без тормоза, стоят в режиме удержания.
Отсюда и подозрение, что на фирменной сварке тормоза стоят только ради устранения влияния люфтов в трансмиссии.
Плавающая неисправность в нашем деле самое хреновое!
-
 1
1
-
-
2 минуты назад, ART сказал:
Как Вы думаете, сколько лет смогут удерживать этот допуск фирменные сервопривода с фирменным редуктором и фирменным ремнем без участия тормозов?
Да эти ремни и сервоприводы просто подводят заготовки до центровочных пластин в упор.Далее всё зажимается и варится. Не думаю что эти ремни и приводы отвечают за увар. Забивается размер и головы подъезжают на расстояние при котором можно заложить заготовки.Далее выходят центровочные упоры и головы с заготовками сдвигаются пока не упрутся в них.Далее прижим и сварка. Если заготовки будут больше нужного размера то и сваренное изделие будет больше.
-
1 час назад, ART сказал:
Каков кстати допуск по размерам на рамы ПВХ? +\- 1мм?
1мм на 1метр.
-
1
-
-
4 минуты назад, ART сказал:
Вот я потому про технологию и спросил.
Из обсуждения, если я правильно его понял, вытекает следующее.
Привода устанавливают головы в некий исходный размер, который всегда меньше размеры рамы.
После этого и профили, и головы жестко фиксируются от любых перемещений.
Дальнейшую работу осуществляют пневмоцилиндры, которые штоком упираются в деталь, а корпусом - к голове.
Поэтому если с настройками станка все нормально, то либо прижим не дотягивает шток до искомого размера, либо его корпус недостаточно жестко зафиксирован.
Иными словами, при правильной настройке станка неисправности пневматики могут давать погрешность только в плюс.
Поправьте если я не прав.
Да погрешность чаще в плюс. Но и бывает и минус. Если палки которые подходят при сварке(а это чаще всего две палки верх и низ) сильно заходя то ширина будет в плюс а высота в минусе. Проверьте на сколько хорошо прижимы прижимают заготовки.Бывает что прижим упирается в цулагу и недостаточно прижимает профиль.В процессе сварки профиль выползает из под прижима.
-
1
-
-
18 минут назад, ART сказал:
Если бы ошибка была постоянной, то так бы и сделали. Но проблема в том, что
бессистемно, непредсказуемо и иногда аж до 6 мм.
Если с тормозом проблема то размер будет плюсить(+) . Но думаю роль тормоза не особа важна в процессе сварки. Все детали зажаты пневмоприжимами к станине,сдвиг деталей за счёт пневмоприжимов. Тормоз участвует в позиционировании голов на заданный размер.
-
Поставьте метки на тормозе и посмотрите сдвигаются ли головы в процессе сварки.Если не сдвигаются тогда и нечего туда лезть!
-
8 минут назад, ART сказал:
Т.е. либо расплав ПВХ недостаточно пластичен, либо момент сжатия расплава слишком мал? И то, и другое можно проконтролировать зрительно по упорам?
Да ! Всё можно увидеть. Нужно начать с того что узнать с чего начались проблемы и что они крутили. Если они крутили то настройка может затянуться.Если ничего не крутили но ищи проблемы в механике. Что-то не выходит или что-то не заходит.
-
1
-
1
-
-
Смотреть ограничение при расплаве(плавить должно до упоров) и ограничение при сжатии(сжимать должно до упоров). У нас на стареньком урбане эти упоры вылазиют при помощи электромагнитных катушек с сердечником и периодически подвисают от пыли игрязи.
-
2
-
-
54 минуты назад, ART сказал:
Эта технология известна еще с советских времен.
Суете плату в морозилку. Наутро вытаскиваете её и суете в духовку (не микроволновую конечно). Потом вытаскиваете и опять в морозилку. Через три-четыре цикла получите итог: либо Ваша плата умрет навсегда, либо она будет работать вечно.
А феном, (и в первую очередь строительным) можно запросто покоробить плату с последующим обрывом дорожек под микросхемами и переходов между слоями.
Феном грел так как нет под рукой ничего.Грею с расстояния и больше 100 градусов плату не нагреваю. Нужно греть чем то локально до расплавления припоя и при этом не повредить саму микросхему. Заказали новую плату у итальяшек. как придёт можно будет пробовать пропаять феном с паяльной станции без опасения.
-
Доброго дня ! Короче не справились кулибины с ремонтом.Видно пытались пропаять контакты которые доступны. Решил раз плата переодически работает то нет то пропадает где то контакт.Скорее всего плата не перегревается а наоборот остывает за ночь и контакт пропадает. Решил попробовать пойти от противного! Аккуратно строительным феном постепенно контролируя температуру деталек и микросхем нагрел плату до 100 градусов.После воткнул и вуаля всё заработало. Целый день проработал без единого сбоя.На утро опять нет связи! Проделал ту же операцию с нагревом и всё снова запустилось! Уважаемые форумчане кто силён в таких делах,может посоветовать может паяльной станцией попробовать по очереди пропаять микросхемы? Какая допустимая температура для них. Смотрел как материнки паяют так греют 300-350 градусов и норм!
-
В 15.07.2018 в 19:51, Пух сказал:
Доброго времени суток! Есть станок orion1, по разным причинам были вразнобой накручены регулировочные гайки пневмораспределителя, в результате чего правый цилиндр до конца не поднимается, а стол не отходит на место, пока давление в системе не сделаешь под 9 атмосфер, на этом же цилиндре менялась манжета ещё. Прошу помощи в настройке, что как и где, алгоритм. И ещё подскажите что льётся в лубрикатор. Спасибо!
Доброго дня. накручены регулировочные гайки пневмораспределителя регулируют скорость хода пневмоцилиндров(вверх и вниз) . Ими самостоятельно можно настроить плавность хода. На пневмоцилиндре который сдвигает плиту регулировка прям на самом цилиндре на входе и выходе.Если не знаете как регулировать ставьте всё в среднее положение! Дальше корректируйте!
-
19 часов назад, RudenskiyD сказал:
Как осуществили запрет на работу до достижения нужной температуры?
Выставили значение на Alarm выход.
-
В 02.07.2018 в 21:12, Demert сказал:
в Питере есть конторка хорошая...карту коммуникаций чинили у них от стола резки другого производителя...
Скиньте если есть координаты пожалуйста! Отдал местным умельцам но думаю делов не будет так как видел их удивлённые глаза когда показал плату! У них и компа с таким разъёмом не было,пришлось свой везти!

-
ок! буду пробовать отдать в ремонт
-
3 часа назад, servis-roman сказал:
Щупал ничего не раскаляется! Температура может градусов 40 .
Пропадает связь .Бывает работает несколько дней без проблем,а бывает утром включим 1 рез сделаем и пропадает связь. Кабеля все меняли,комп меняли.Ничего не помогает.Постоит стол выключенным чес два потом включаешь и всё работает! Сильного нагрева деталюх не наблюдаю.Так тёплые.
-
В 27.06.2018 в 11:24, ART сказал:
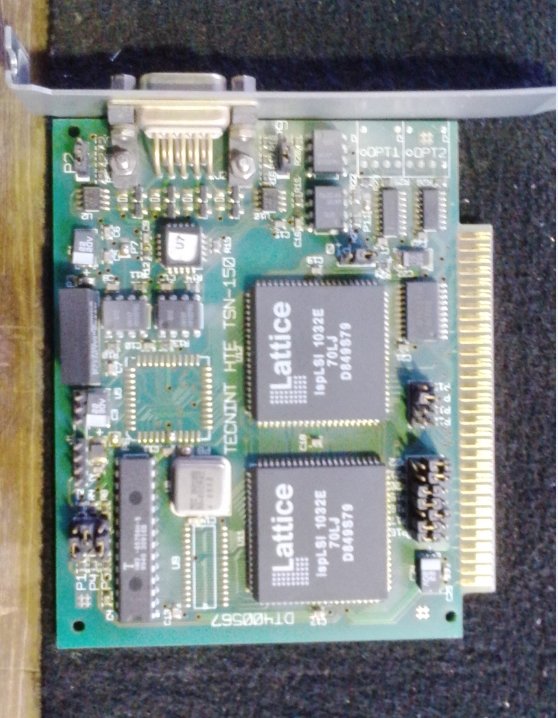
Пощупайте два больших одинаковых квадратных таракана - если хоть один раскаленный, то плату в топку.
ЗЫ. Китайцы продают такую же, но втыкается в PCI - (Item: 253537441876). 25 тыр. По нынешним временам очень даже терпимо.
Номер товара на eBay:Щупал ничего не раскаляется! Температура может градусов 40 .
-
Поставили охлаждение но не помогает!
-
Доброго дня! Нужна плата согласования в комп для стола триплекса! Плата называется TSN-150 .Наша плата работает он периодически теряется связь с компом! Постоит часик остынет и дальше работает. Нужна рабочая Б/У плата. Новая стоит как чугунный мост! Может кто ремонтировал сие чуда? Как победить проблему?
-
13 часов назад, Откософф сказал:
Да, кстати, достопочтенный участник нашего форума Servis-Roman в своё время поступал ещё проще. Брал контроллер (мозги) от другого станка и "пришивал" их к больному. Таким образом, мороку с написанием кода программы он успешно избегал. Тоже вариант.


Да было дело! До сих пор всё работает. Контролер был взят от турецкой одноголовой сварки. Из сложностей- Пришлось делать переполюсовку выходных и входных сигналов с + на -. Пришлось использовать одну из штатных релейных плат.
-
1
-
1
-
-
Может тогда не стоит самому лезть!
-
2
-
-
Сегодня ТБМ на пробу привёз бочку сита Недекс. Работаем с ситом Стронг. Значит нас тоже скоро ждёт беда с недексом?
-
17 часов назад, SHAMAN сказал:
Отписал в Личку,,,,
Так будем лечить или нет?
Похоже забыл Andrey ASO свой пароль от аккаунта!
-
1
-
-
4 часа назад, Andrey ASO сказал:
Приобрели б/у оборудование для производства окон пвх, в частности станок KABAN 2020, и не можем его запустить. При нажатии на педаль ничего не происходит. В чем может быть причина? И нет инструкции по ремонту и эксплуатации, весь интернет облазил не могу найти. Помогите пожалуйста.
Там не с педали нужно начинать а нажать 2е зелёные кнопки .Выйдет центровочная пластина а дальше педаль!
Кабан BA2020
в Оборудование для производства
Опубликовано:
Оно или работает или нет! Такого не встречал чтобы путали выходы!