-Vektor-
-
Публикации
435 -
Зарегистрирован
-
Посещение
-
Дней в лидерах
9
Все публикации пользователя -Vektor-
-

Диски для штапикореза
тему ответил в Serg_plast пользователя -Vektor- в Оборудование для производства
Geolan - у них оснастка специфическая и объемы на сколько мне известно из не проверенных источников не больше 5 переработчиков в месяц новых (дай бог пять переработчиков). И сам профиль сам по себе не дешевый -насколько я понимаю, у них в стоимость профиля оснастка заложена. Века - это отдельная песня, их кухня мне не известна. Только обращения от клиентов идут по веке, видать не совсем бесплатно отдают оснастку, а тоже есть какие-то подводные камни. Кстати а у вас какая профильная система? -
Диски для штапикореза
тему ответил в Serg_plast пользователя -Vektor- в Оборудование для производства
Да понял я про какую ты систему ;-) Еще на проплексе поди внедрял? Дим , ты за сегодня третий из знакомых мне технарей работающих на экструзионщиков кто - этими станками бредит ...;-))) Эко Вас всех торкнуло? С чего бы это? Дима а какая минимальная партия для закупки профиля чтобы ты бесплатно отдал? -
Выбор пилы для нарезки ПВХ
тему ответил в Max_NVKZ пользователя -Vektor- в Оборудование для производства
Так едет, кто нибуть ? или я один поеду? -
Диски для штапикореза
тему ответил в Serg_plast пользователя -Vektor- в Оборудование для производства
---- Дима назови мне этих альтруистов, только конкретно по названиям фирм экструзионщиков. Не тех кто говорит парни выберите профиля на 800 тысяч или 1,1 миллиона и оснастка будет якобы бесплатно, только сначала вы внесите за нее залог , а после того как вы выбирите профиля , мы вам сумму залога профилем и отдадим. Ну так вот и не создавай легенду, что оснастка Вам дорого достается. Дорого реализуете ее вы ( имеется ввиду экструзионщики не тебя конкретно, вашу схему я не знаю , ну точно ни как не в минус себе работаете ) По моему на рынке не осталось таких кто оснастку бесплатно отдает. Дальше Дима излюбленная схема, мало того , что берется с преработчика денежка залога за оснастку, (и переработчик гарантирует выбора на определенную сумму профиля у экструзионщика) так вы и тем кто поставляет/выпускает оснастку - проплачиваете с задержками которые иной раз доходят до пол года. По сути Дима получается следующее у вас одни плюсы: 1. Вы берете денежку с переработчика за ранее в виде залоговой стоимости. 2. Привязываете экструзщионщика к себе он гарантирует выбор объемов и в дальнейшем, что не уйдет с вашего профиля. 3. Получаете Оснастку с задержкой выплат до пол года, с одних денег взяли другим не проплатили, получается беспроцентный оборотный капитал на пол года ;-) Так, что Дим не заливай байку про бедных альтруистов ;-) А вот тут Дим, ты говоришь истиную правду, но к контексте того, что сказал я выше, а не в контексте того что ты сказал ты, по русски вам как производителю профиля надо привязать к себе переработчика любыми силами, а универсализация - это потеря клиента. Тут ты прав однозначно, без споров чем больше барьеров для перехода на другой профиль тем для экситрузионщика лучше!!! Но Дим, для изготовителя оснастки есть другой барьер в универсализации чисто технический кроме естественно денежного продать два комплекта цулаг или один ;-) Основная конструктивная проблема в совмещение штапиков различных систем - то что совмещение это работа конструктора одно дело вогнать в штапикорез на 2 ручья 2-3 штапика, а другое дело вогнать в этуже площадку в 2 ручья 7-8 а за частую 12 штапиков. Тут Пазл получается натуральный ;-) Кропотливой конструктору работы на денёк другой. И за частую не все получаться совместить, или не всегда получается с первого раза из за того, что профильные системы плывут ;=) У тебя какой допуск по отклонению в штапике сколько там +/- 0,1 или 0,2 мм? сколько там по нашему любимому ГОСТу допускается? И такая бня у всех, у всех он плывет ;-)))) Хвались , что ты там внедрил - а то ты все рассказываешь про мега разработки, вечно интригуешь, но никто их в глаза не видел ;-))) Хоть по секрету расскажи Я не сомневаюсь, что мог ты что то выдумать - но сомневаюсь в том насколько , это действительно был хороший вариант для конечного переработчика, а не для тебя как экструзионщика ;-) -
Диски для штапикореза
тему ответил в Serg_plast пользователя -Vektor- в Оборудование для производства
Ну правильно ) Совмещение систем это "эксклюзив"...за такую штуку берутся единицы...По россии по моему только мы и делаем такие вещи.. Все остальные просто отказываются - аргументируя "под каждый профиль свои цулаги, и разговор закончен", по сути не рентабельно получается такие вещи делать. -
Диски для штапикореза
тему ответил в Serg_plast пользователя -Vektor- в Оборудование для производства
Не до конца понял почему так быстро тупятся..... Причина основная в чем? Это технический косяк или диски берутся не от того и не под то? Просто при Urban - фирма известная и я бы сказал брендовая, делает вещи серьезно и продуманно....правда и цену ломят не маленькую. -
Выбор пилы для нарезки ПВХ
тему ответил в Max_NVKZ пользователя -Vektor- в Оборудование для производства
Поддерживаю, Участники гурта: - Valt - Rexther - SAV1 - Vektor Еще кто ни буть? -
Выбор пилы для нарезки ПВХ
тему ответил в Max_NVKZ пользователя -Vektor- в Оборудование для производства
Мне интересно, я люблю посмотреть производства - пригласите в гости посмотреть? -
Нож нет, а пила которая дает не правильный угол - да. А кто его знает то? Вы же фотографии не выложили Отталкиваться нам по сути не от чего.
-
интересная трапеция........особенно если дальше линию продолжить может конечно это от угла съемки? А не могли бы вы все таки, выложить фотографию в нормальном качестве, и узел сварки целиком.

-
Anth Выложите фотографии пожалуйста. А то со слов одни домыслы идут ;-)
-
Я конечно не спец, но как я представляю процесс, должно быть наоборот, LG не большая бороздка, а Proplex раковина. Давайте попробуем обойтись без прежде времных выводов и затратных покупок,я понимаю, что производство стоит - но боюсь что решение вашей проблемы кроется, в чем то другом. Для начало: - пожалуйста выложите фото бороздок и раковин. - название профильных систем и серии которую вы обрабатываете. - фото элемента узла зачистки (как установленны). - фотографию угла после сварки на сварочном станке (в максимально приближенном виде) - фотографию ножей. - Название зачистного станка Rotox? Это информация, даст картину в общем и целом и позволит избежать множества догадок.
-
Ручной штапикорез
тему ответил в Иван Сивильдин пользователя -Vektor- в Оборудование для производства
Миш, мы фрезами и цулагами торгуем , а не станками ;-) Станки - не наш профиль. Да и кто нас пустит в эту область, когда ее такие зубры как ты заняли ;-))))))) -
Ручной штапикорез
тему ответил в Иван Сивильдин пользователя -Vektor- в Оборудование для производства
Ну вот, и про тоже при небольшом производстве штапикорез не нужен ручной, достаточно пилы - а если покупать специальные немецкие ручные типа Rotox GLZ 419 то это экономически не целесообразно - легче взять полноценный штапикорез. Вот простенькое сравнение: Rotox GLZ 419 - стоит 1600 евро - то есть 62880.00 руб Уфимский Штапикорез ШР-2 аналог Rotox GLZ 419 - 42000.00 руб (данные от сюда http://www.winteck.ru/st_stap.htm) Makita LS-1040 - при всех приколах и цулажках максимум на 15 000.00 руб Если рассматривать Rotox GLZ 419. То за те же деньги можно взять годовалого б.у. турка Yilmaz 410 например, который и режет в разы производительнее и в эксплуатации не шибко прихотлив, и запчастей не меряно - сейчас ими по моему только ленивый не торгует. -
Присоединяюсь, никакой вразумительной инфы по профилю нет. Артикулы как у экспрофа У вас кстати от куда информация про данный профиль?
-
Ручной штапикорез
тему ответил в Иван Сивильдин пользователя -Vektor- в Оборудование для производства
Смутил зеленый цвет цулаг? Тогда, краткий экскурс - цулаги делаются из алюминиевого сплава , а потом покрываются, чтобы не пачкали профиль. Типов покрытия я знаю пару десятков (да и описывал я их уже год назад на данном форуме) .... Самое популярное покрытие - гальваника: В данном примере - покрытие гальваника (цвет зависит от реактива и выдержки...в производственных условиях распространение получили серое покрытие и спектр от светло зеленого до золотистого ), но при желании можно добиться любого цвета, недавно добился цвета морской волны, хотя для серийки мне золотистый больше нравиться :-) Но тут уж дело вкуса, наличия оборудования и реактивов (растворов). Если использовать покрытие аля пластиковое напыление, то там все от цвета пластика зависит, но используется реже ибо покрытие получается дороже гальваники, и не привычно покупателю. Хотя по параметрам износостойкости повыше Покрытие применяют, чтобы на штапике не оставались черные полосы, ибо алюминий как ни крути окисляется и имеет свойство чернить (оставлять полосы). Если не покрывать цулаги, то со временем в процессе интенсивной работы, микропоры забиваются пластиком и получается естественное покрытие. Вообще покрытие алюминия и его вариации это отдельная тема на много страниц, об которой я могу говорить часами - все это попробовал лично своими руками, а не в теории. Для справки: KBE своим переработчикам - поставляет не покрытые, экономят, хотя и стоят их цулаги в разы дороже наших, но они законодатели моды пластиковых окон, поэтому могут себе позволить продавать цулаги непокрытые и за дорого. Так, что на цвет внимания не обращайте, он каждый раз получается разный , даже если использовать один и тот же реактив - я выложил фотографию для понимания конструкции, простой способ получить бюджетный, а главное рабочий вариант штапикореза из пилы Makita LS-1020 или LS-1040. -
Вопрос по сварочному шву
тему ответил в Dskakun пользователя -Vektor- в Оборудование для производства
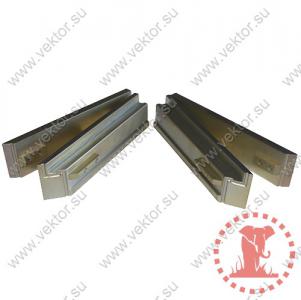
Dskakun По мере возможности, использую каждый удобный случай, что бы побывать на оконных производствах - во первых станки можно перемерить, а во вторых личный контакт. В субботу поехал на производство - подвозить оснастку на KBE подобный профиль. За одно и заснял Вам рамные цулаги, что рекомендует и комплектует своих переработчиков Проплекс То есть - оригинал. Думаю, Вам будет полезно, для понимания и сравнения с тем, что у вас есть. С уважением, Борис
-
Ручной штапикорез
тему ответил в Иван Сивильдин пользователя -Vektor- в Оборудование для производства
Вопрос из разряда самоделкин и подешевле и чтобы работало? Есть такой вариант - широко распространен небольшими изготовителями окон ;-) Пила Makita LS-1020 и LS-1040 и вот такие вот цулажки к ней. P.S. все удовольствие обходиться 8..12 тысяч, в зависимости от места где будете покупать пилу, весной в Лореа Марлен , на распродаже , Makita LS-1040 стоила чуть меньше 7 тысяч ;-)

-
Вопрос по сварочному шву
тему ответил в Dskakun пользователя -Vektor- в Оборудование для производства
За статью, огромное спасибо - почитаю сегодня в метро, никогда раньше мне не попадалась, жаль что рисунки размыты ;-) Кстати, если не секрет, какая сейчас официальная политика компании по инструменту? Вы его продаете своим переработчикам или даете во "временное пользование"?. -
Вопрос по сварочному шву
тему ответил в Dskakun пользователя -Vektor- в Оборудование для производства
link1000 Кстати, у вас же есть учебный фильм на тему как правильно варить и как настраивать цулаги на станке. Выложили бы на ютубе, большинство вопросов пропало бы само собой, если конечно это не конфиденциальная информация. С уважением, Борис -
Вопрос по сварочному шву
тему ответил в Dskakun пользователя -Vektor- в Оборудование для производства
Конструкции разные ...в основном три типа конструкций. 1. Мехнаическая- сама простая и дешевая, когда приходиться каждый раз прикручивать. 2. На магнитах - когда савиться к подцулажнику дополнительный адаптер (из стали) а потом уже к нему магнитяться быстро рамы и створки, более удобная конструкция но и более дорогая так как стоимость увеличиваеться за счет дополнительного элемента стальных адаптеров + магнитов которые весьма не дешовые. 3. Комбинированная- когда стальной адаптер встроен в раму и рама фиксируеться жестко, а створка же примагничеваеться к раме. Менее распространенная конструкция, но также удобная и вполне демократическая по цене. Если брать конкретно профиль Proplex - то они поставляют своим переработчикам цулаги конструкции номер 2. Не знаю как сейчас, но раньше они цулаги переаботчикам продавали. P.S. Впринципе - у нас на складе есть пару десятов комплектов цулаг для проплекса (58 серии) - если что обращайтесь в личку. -
Вопрос по сварочному шву
тему ответил в Dskakun пользователя -Vektor- в Оборудование для производства
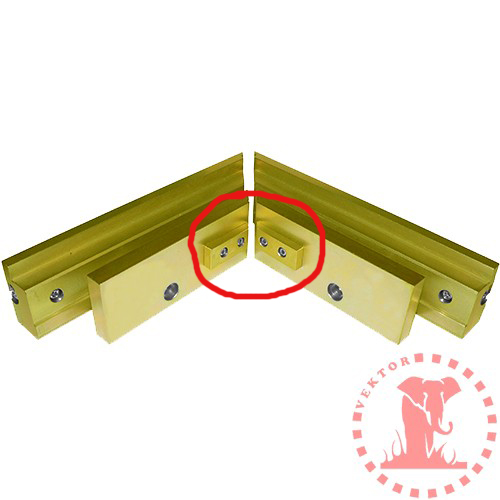
Роман, спасибо за лестные коментарии - я несколькими постами выше отметил, что фотографии цулаг, выложенные создателем темы имеют не правильную геометрию и не подходят для сварки профиля Proplex. В данном случае - как мне кажеться, лучше вообще отказаться от использования цулаг, попытаться выставить силу верхнего прижима и варить на подцулажниках . Естественно- что цулаги повторяющие геометрию профиля, в данной ситуации спасут. Другой вопрос, что комплект рамных и створочных цулаг - обойдеться пользователю в копеечку около 7..8 тысяч рублей. А для южного региона это роскош, на юге и саламандер за частую варят без цулаг, а уж кбе подобные клоны и подавно. Требования к качеству окон меньше да и климатические условия помягче. вот такие поддерживающие планки нужны, отметил на фотографии красным.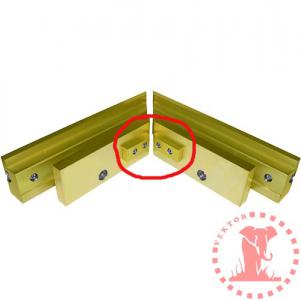
-
Вопрос по сварочному шву
тему ответил в Dskakun пользователя -Vektor- в Оборудование для производства
Фото фрезы - попросил я - для целого понимания, а во вторых с профессиональной точки зрения интересно чем люди работают. Вообщем объясняю на пальцах. Профиль тонкостенка пошел, для него идут фрезы с меньшим диаметром центрального диска на 0,5 (0,2+0,2 + отклонение при экструзии) - которая рубит и тонкостенку и полноценную - нормально. Если фреза турок - то это набор из кучи дисков и из этого конструктора дисков надо взять диск чуть поменьше диаметром. И будет счастье - коряво конечно но вскрывать перестанет ;-) А вообще естественно рекомендации парню брать все только родное, и с логотипом на коробочке, а главное и вызвать сервис наладчика обязательно лучше из представительства мюрат - через пару недель как раз доедет (утрирую). P.S. Парни, то что человек в Краснодаре работает на цулагах - это уже большой сдвиг, говорит что культура на данном производстве присутствует!!! А вы понесли хаять человека - объяснили бы спокойно, человек адекватный, все прекрасно понимает, наша задача подсказать ему неточности и все. -
Вопрос по сварочному шву
тему ответил в Dskakun пользователя -Vektor- в Оборудование для производства
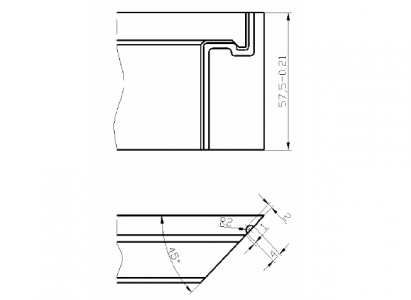
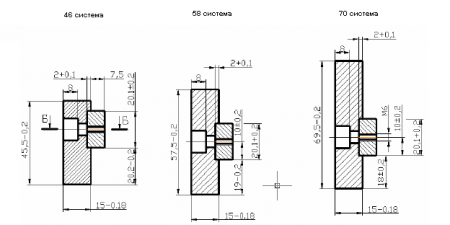
уж заодно и фото выложите фрезы, сразу скажу цулаги не от проплекса 100% (даже не для проплекса) - счас раскапаю вам то что нужно ... на компе бардак полный...о нашел - это родная проплексовская рекомендация от 2007 года. На створки Вид и углы И на рамы а вот примерно то, что вам нужно То, что вы выложили больше похоже на плохой клон цулаг Rehau ( А вообще все таки поиграйтесь с температурой станка, Откософф думаю прав что и стемпературой у Вас косяк )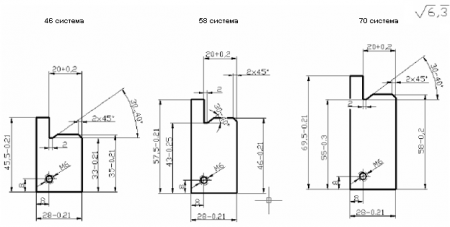
-
Вопрос по сварочному шву
тему ответил в Dskakun пользователя -Vektor- в Оборудование для производства
На юге вообще редко с цулагами варят !!! - даже на элитных профилях. Давайте подождем создателя темы, а то углубимся в предположения.