-Vektor-
-
Публикации
435 -
Зарегистрирован
-
Посещение
-
Дней в лидерах
9











-Vektor-'s Achievements
Участник (4/8)
62
Репутация
-

Чем фрезеровать импост под углом
тему ответил в rogozhin пользователя -Vektor- в Оборудование для производства
Приветствую. А покажите, фото что означает "под углом". А то не до конца понимаю. Покажите фото отторцованного хлыста профиля под углом. -
Вот посмотрите английский рекламный ролик о станке Pertici ML123/s http://www.youtube.com/watch?v=kY2_gB4TN_Q Думаю, все вопросы после просмотра данного ролика отпадут.
-
Станок Pertici univer ML123/s имеет систему быстрой замены фрез, реализованную быстросъемными валами (или в простонародье их называют стаканами). Основной Вал станка имеет диаметр 27 мм. Быстросъемный вал полый и имеет диаметр внутренний - 27 мм, наружный - 32 мм (смотри фото) Основное удобство станка, это быстрая замена без перенастройки за счет вот этих вот валов. Так как все настройки фрез относительно профиля делаются именно на них, дальше нажали на кнопочку - вал поднялся, сняли фрезу с быстросъемным валом, поставили другой быстросъемный вал с уже настроенной фрезой и пошли торцевать новые профиля. P.S. Это один из лучших станков, так что вот поводу "хотят впихнуть мне такой станочек" - не гневите бога! Тут пол форума о таком станке мечтать не могут. Если станок в хорошем состоянии (а станки крайне надежные), то вам повезло. P.S.S. Вы пишете, что все фрезы на 30 - сомневаюсь, думаю у вас фрезы на 32, но с забитыми переходными втулками 32 на 30 - проверьте. В крайнем случае под заказ всегда можно сделать Вал 27 на 30!! (или у токаря попросить сточить те, которые идут со станком).

-
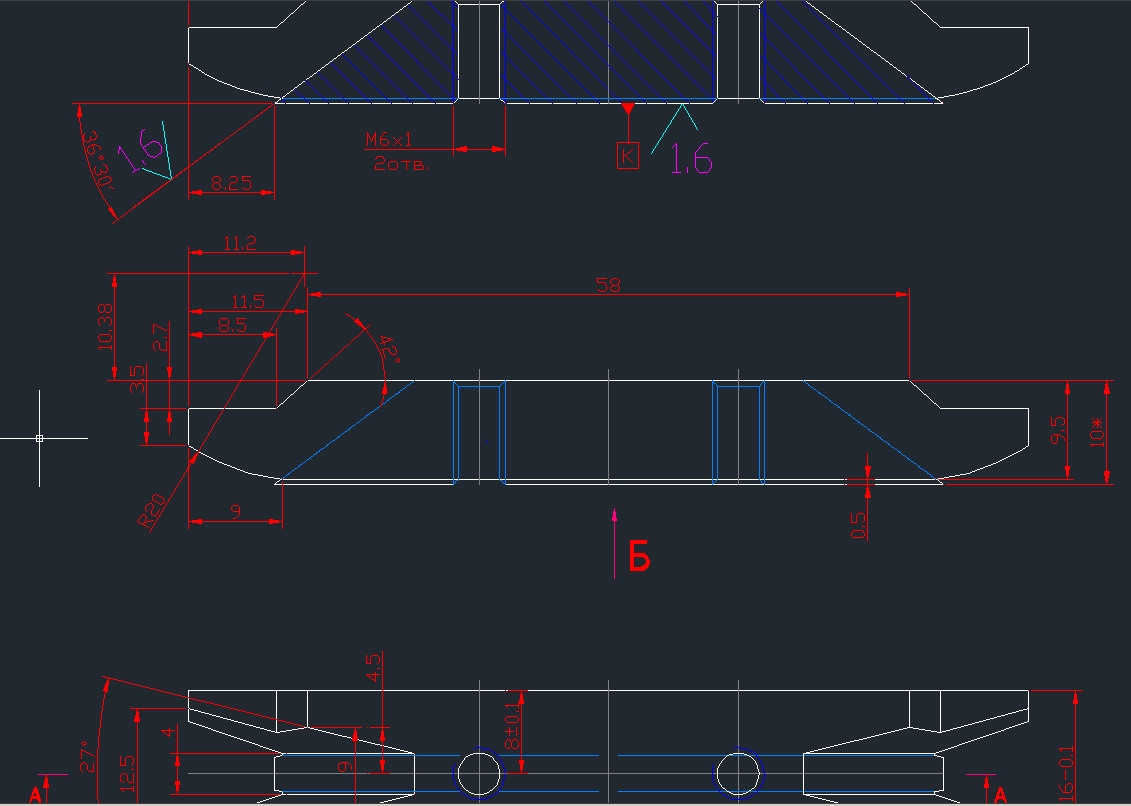
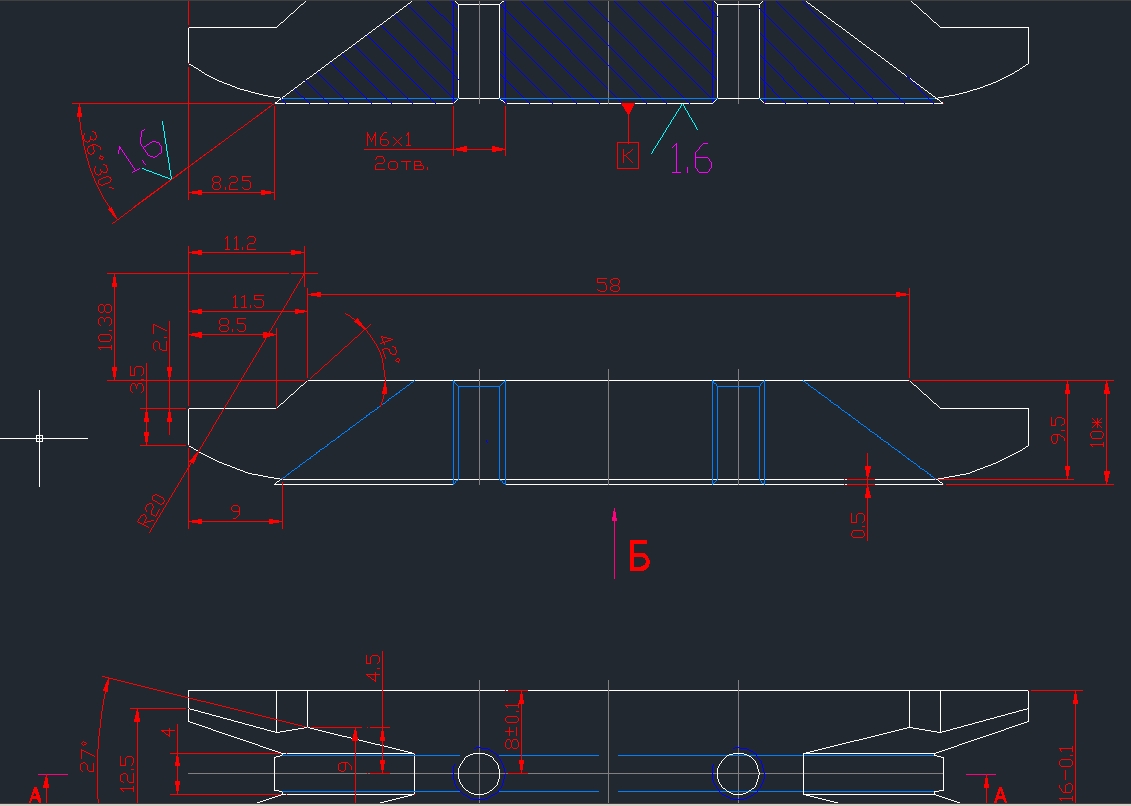
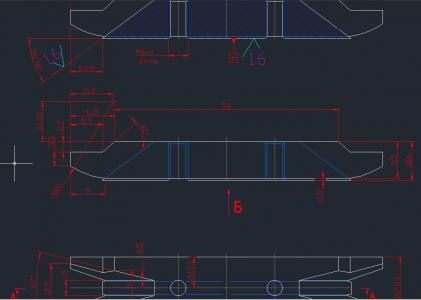
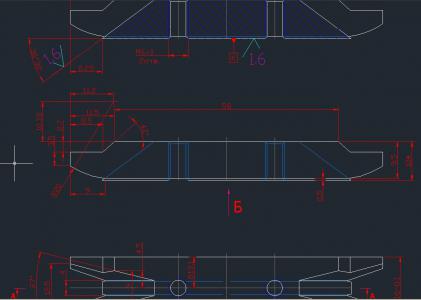
Зададимся вопросом: откуда такая несуразица взялась на ручной зачистке у белгородских ребят? Очевидно, что взяли нож от чего-то и сточили на плоскошлифовальном станке под размер необходимый им. Тут, на мой взгляд, не надо быть Шерлоком Холмсом или милиционером Аниськиным - тут все просто ... Вот реальное фото озгенчевского ножа, и чертеж На фотке показал пунктиром, что они сделали.


-
Леха От Ротокса нож совсем другой визуально. Что я вижу, вижу, что сняли нож с турецкого станка (судя по креплению от Озгенча) и просто сточили края на шлифовальном станке под свое ручное устройство, именуемое ...... как "Арбалет". Смотри синюю линию на чертеже. Два отверстия с резьбой под M6 на фотке персонажа, говорят о том, что нож изначально был длинный, и что бы его не провернуло при такой длине, конструктивно закладывают два отверстия крепления ножа на двух винтах.
-
Выбор оборудования, посоветуйте Kaban или Yilmaz
тему ответил в upvcwin пользователя -Vektor- в Оборудование для производства
Cкажу вам однозначно - как человек, который наблюдает со стороны. Kaban выше уровнем по качеству исполнения и надежности в работе. Yilmaz подкупает дешевизной и ремонтопригодностью (повсеместным наличием запчастей). -
Приветствую, всех - делаю очередную сводную таблицу (на этот раз занялся для штапикорезных станков). Озадачился тем, что у меня нет информации, какие "основные отрезные диски" - диски для резки тела штапика используются на штапикорезном станке Rotox GLA 403. В интернете на сайте www.rotox.de нашел, что для данного станка используются диски 300 мм - Но какие параметры у "основных отрезных" - количество зубьев, посадка, ширина пропила и толщина тела и какой тип заточки? Прошу Вашей помощи. P.S. По "дополнительным подрезным" данные есть - 150 мм на 4,0/3.7, посадка 30 мм, заточка 45 градусов, нужны данные по "основным отрезным".
-
Подскажите, какой подрезной диск на штапикорезе Sovtech OSV?
тему ответил в -Vektor- пользователя -Vektor- в Оборудование для производства
Разобрались эмпирическим(методом подбора) путем: Для Sovtech OSV нужны следующие диски: Основной диск: диаметр -200 мм, посадка - 32 мм, тело - 2 мм. Подрезной диск: диаметр -125 мм, посадка - 20 мм, тело - 4 мм. Тему можно закрывать. -
Vitalie Скажу следующее, после этого поста - вы для меня "как специалист" перестали существовать, а вашему работодателю - посоветовал бы гнать вас от станка, пока он еще живой. После того, как вы спрашивали про "чистоту реза", интересовались типом заточки - вас приняли в круг специалистов, но потом пойти купить хозторг. ... Это тоже самое что обсуждать кулинарные изыски, печень фуа-гра или утку с трюфелями, а потом пойти и пожрать в Макдональдс резиново-пластиковых гамбургеров. И на последок громко рыгнуть тем людям, с которыми вы обсуждали кулинарные изыски. Вы сделали именно это.
- 21 ответ
-
- 1
-

-
Vitalie Японцы - продаются в "канефуса инструмент" (www.kanefusa.ru), сидят они в Москве. И на рынке режущего инструмента весьма известны. Но японские диски считаются качеством на порядок выше любых европейских. И стоят на порядок выше. Ибо в Европе применяться для убирания напряжения дисков метод - накатки, а у японцев их уникальная запатентованная технология "сетчатое выстукивание", которую европейцы использовать не имеют право. Не удивлюсь если они ставят на зубья твердосплав от Mitsubishi. Для понимания Европейцы отстали в твердосплавах от японцев, как Россия отстала от Европы в области станкостроения. Как минимум пол века разницы. "Европейцы - это грязные варвары, они при в ходе в дом не снимают обувь, что можно получить от них кроме грибка и вшей…" (с) Поэтому у японских дисков свой рынок клиентов, которые могут позволить дорогой инструмент.
- 21 ответ
-
- 2
-

-
Подправлю немного, ваши доводы верны, но без учета использования СОЖ (у топика создателя сож имеется): На 500 мм - 140 зубов, Сож не даст возможности налипания. Если Сожи не будет, то 120 зубьев, это придел - соглашусь. Хотя надо смотреть, какой материал человек пилит, мы-то решаем уравнение без нескольких производных.
- 21 ответ
-
- 2
-
-
Перед вами выбор не велик ставить или негатив TFN или позитив TFР - и количество зубьев 140, 120, 108 или 96. Негативный угол заточки нужен для компенсаций при ручной подаче на заготовку, он отталкивает заготовку от лезвия, тем самым снижает (нивелирует) рывки человеческой руки и компенсирует биение вала станка. Негатив любят ставить Турки со своими станками, где параметры «жесткости станка» маленькие, направляющие слабенькие (если таковы имеются), а количество подшипников сокращено до минимума. И естественно счастливые обладатели старых европейцев, предыдущие хозяева которых (добрые порядочные европейцы), ловко уйдя в последние года жизни станка от утилизационных сборов – продали его аборигенам в Россию, при этом не мало на варившись на последних. В России эти «доходяги» обрели новую жизнь, статус и почет. И работают в 2-3 раза больше положенного им срока. Но так как турков и убитых европейцев на рынке 90 %, от сюда такое распространение негативных дисков и почетных «Мутищинских экспертов», которые радуют людей открытиями чудными. Негативный диск, служит значительно меньше, чем позитив, если у вас станок под убитый, то вам нужен только негатив естественно, чтоб инструментом вытаскивать погрешности станка. Во-вторых, на рынке нет дисков для Алюминия, а некое среднее чудо под названием диски для Цветного металла, Пластика, Поликарбоната, Кориана, Вариокора, Пертинакса. Но если вы решили компенсировать инструментом погрешности и износ станка, то попадаете на более частую замену дисков. Тут логично все. Хороший пример: движок у машины, если двигатель убит, значит лей больше масла и чаще, а также переходи на масло другой вязкости, но если движок хороший, то заливай масло по регламенту и не отклоняйся от рекомендаций производителя, эксперименты себе дороже выдут. Для вашего станка рекомендациям ЕВРОПЕЙСКИХ ПРОИЗВОДИТЕЛЕЙ инструмента - это позитивный угол заточки. А вот товарищ из поста выше посчитал, что у вас станок, как и у него - убит, поэтому он предложил вам не искать истинную причину, а сразу ставить негатив, и отчихлять регулярно деньги на новые пильные диски. Хотя странно, если производитель рекомендует позитив, а вы ставите негатив, и он дает лучший рез, то прежде всего стоит задуматься, почему же такое происходит!!! Ну, да ладно. По теме: По рекомендации производителей таких, как Karnasch, Leitz и т.д. (и всех других европейских производителей) следующие: Перевожу дословно рекомендации от Karnasch Что такое тонкостенный профиль - не один из производителей инструмента не говорит. Далее нужно подбирать эмпирически (методом проб и ошибок). Начиная от марки производителя, кончая количеством зубьев. Рекомендации от меня: 1. На вашем диаметре 500 мм. Чем больше зубьев, тем лучше Z=140 оптимальным для Вас из того, можно найти на рынке особо не заморачиваясь. Можно поставить и 120 можно и 108, и 96. Расчеты есть в каталоге Leitz (почитайте). Но 140 зубьев вам даст некое спокойствие, что вы сделали все правильно, если, не дай бог, диск будет резать не так, как хотите. 2. В вашем случае ни каких турков и итальянцев. В случае с турками, не тянут они такие размеры 500, если 400 мм и 420 научились делать, то 500 мм не тянут, а в случае с итальянцами рискуете нарваться на подделку или итальянский бюджетный уровень, что не на много лучше турков. Сейчас на рынке подделок масса. Во общем, вся суть поста сводится к следующему. Чистых дисков под алюминий вы не найдете. На рынке засилье дисков с заточкой TFN- негатив «диски для Цветного металла, Пластика, Поликарбоната, Кориана, Вариокора, Пертинакса. И тех же самых дисков с заточкой TF(P) – позитив. Выбор у вас не богат, либо то, либо то. А дальше смотрите производителя по карману. Остановившись на производителе. Купите себе два диска 500 мм, один негатив TFN, другой позитив TFP на 140 зубьев. Поставьте на логово и проверьте, кто лучше режет именно те профиля, которые вы хотите перерабатывать. Потом докупайте второй такой же и работайте спокойно. Если хотите заморозиться на чистом резе, то посмотрите заточку 7-ZAHN (это смесь 7ми заточек со перекрывающем смещением относительно друг друга на одном диске предназначенная специально для чистого реза), но не знаю насколько реально найти в России такой диск, да еще диск 500 мм. P.S. Да, забыл главное, чистого реза можно добиться уменьшением диска от номинала, если конечно такое позволяет станок - то есть, ставя на 500 диск 450, или на место 420 диск с меньшим диаметром 400 мм. Увеличиваем жесткость за счет снижения диаметра и увеличиваем соотношение подачи на заготовку.
- 21 ответ
-
- 6
-
-
Вот же ты, мил человек, пилу то свою ушатал. Ты бы лучше отошел от пилы-то пока чего дурного не случилось. А то все-таки техника, как ни как. Понимаешь, мил человек, техника регламента требует и дураков не терпит, а ты видать и паспорт прочесть не удосужился. Ты поделись с нами тайной сокровенной - Ты пилу двухголовую часом не к сети 220 подключил? Нет? Ну, слава богу тогда - восхвалим бога за то, что хоть тут он был с тобой милостив и не дал совершить очередную глупость.
-
ROTOX EPA277 - что за зверь?
тему ответил в Vitalie пользователя -Vektor- в Оборудование для производства
Откософф Миша, да ты прямо Америго Веспуччи. Ты нам Америку открыл!!! Спасибо тебе, мил человек! А теперь если ты скажешь: "И еще - она вертится", мы все упадем на землю и возведем тебя в ранг техно-бога. Кратко ввожу тебя в смысл переписки: 1. Тема плавно перешла к нестандартной посадке на зачистном Rotox EPA277 в 30 мм, такая посадка идет в разрез с мировыми стандартами станкостроения. Далее пошли предположения почему так сделано, для чего и чем добавлена жесткость. А также от чего отталкивались конструкторы Rotox, когда создавали такие станки и почему пренебрегли станкостроительным стандартном! Как видишь, мы говорим про зачистные станки, а не про импостные! Как ты знаешь, ни у одного другого производителя больше нет зачистных станков с посадкой 30 мм. 2. Ты же сейчас, не вникнув в тему, говоришь про импостные турецкие станки, которых на нашем рынке засилье, а мы говорим конкретно про станки Ротокс и Европейские стандарты станкостроения. Вопрос, почему турки пошли методом непонятным никому и стали делать импостные 30 мм по строительному стандарту, а не станкостроительному. До сих пор никто логичного объяснения не дал. Это вопрос другой темы. P.S. Миш, вот хоть стой, хоть падай после твоего поста, ты хоть тему прочитай, и что люди пишут, а не выдирай слова из контекста. Открытия в стиле Капитан очевидность просто убивают весь здравый смысл и желание тебе отвечать. -
ROTOX EPA277 - что за зверь?
тему ответил в Vitalie пользователя -Vektor- в Оборудование для производства
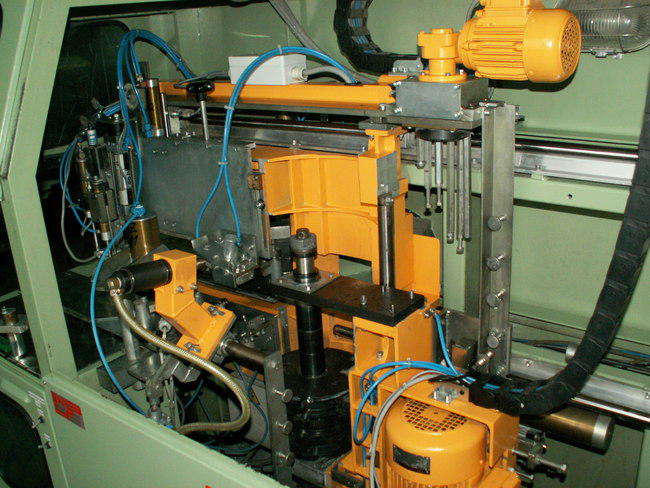
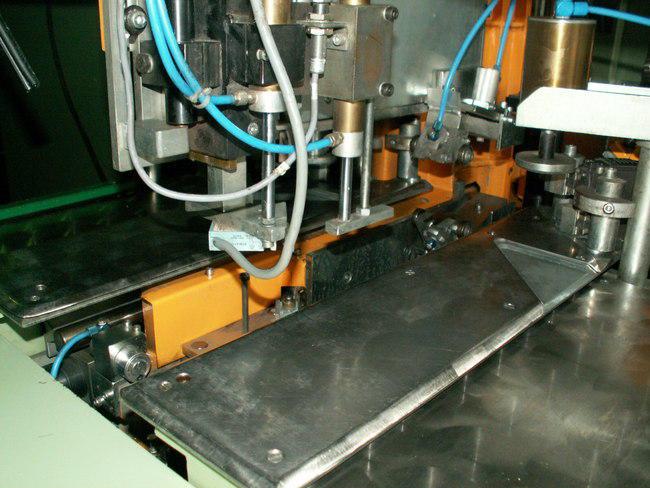
Думаю, причина в другом. Если посмотреть на станок, поднять его историю и вспомнить тот период, то ответ становится очевидным. На сайте Rotox EPA 277 он лежит в разделе History http://www.rotox.de/...ox/history.html И написано, что станок выпускался с 1983 года по 1997 (четырнадцать лет). Было выпущено более 1000 машин. То есть разработка начала 1982-1983 годов (а может быть и раньше). Вот фотографии станка. Видно, что станок массивный: Заявленная чистая масса станка без обвеса - 900 кг. (Для сведения: Вал 30 мм - не является стандартом для станкостроения!!! стандарт 27, 32, 40 и 50 мм). Но не знать об этом конструкторы Rotox не могли - в Ротокс работают грамотные конструкторы, понимающе свое дело. Логически напрашивается следующий вывод: Задача была поставлена сделать не как у конкурентов, чтобы можно было со станком подорвать дополнительно и расходники (а именно надсадные фрезы, которые подходили только к их станкам). Поэтому конструкторы решили пренебречь стандартом и сократили вал до 30мм, а "жесткость станка" вытащили за счет массы в 900 кг, и конструкции направляющих (см. фото). Вот и все. Резюмирую мысль: конструктор, разрабатывающий станок проигнорировал стандарт и сделал 30 мм из соображения экономической выгоды для фирмы производителя в данной случае Rotox (в соответствии с поставленной задачей), но при этом являясь человеком грамотным он сохранил технические параметры станка не за счет вала, а за счет массы станка и направляющих.