Пыль
-
Публикации
2 034 -
Зарегистрирован
-
Посещение
-
Дней в лидерах
45
Все публикации пользователя Пыль
-

Как резать штапик заранее
тему ответил в Stroiplast пользователя Пыль в Общие профессиональные вопросы
Без роботов, производственное помещение в 400м² и 11 сборщиков, это 40...60 конструкций в смену. -
Как резать штапик заранее
тему ответил в Stroiplast пользователя Пыль в Общие профессиональные вопросы
В ювелирном производстве однотипных алюминиевых окон, с погрешностью изготовления ±0.1, возможна нарезка заранее профиля- штапик. В пластиковом, или точнее- пластмассовом окне, точность изготовления сильно варьируется, обычно ±2мм. Да, и сам профиль штапика очень эластичный, с целой градацией припусков, именно по этой причине было принято решение- снимать мерки на участке остекления, по месту, уже с готового окна- штатной штангой штапикорезки, с подвижными упорами. Она не имеет ни шкал, ни цифр. -
Прошу помощи профессионалов
тему ответил в And.ru пользователя Пыль в Общие профессиональные вопросы
Сочувствую. я- гордец Пришлось обломаться. Не повторяйте моих ошибок. Правда жизни- одна, она горькая на вкус. -
Прошу помощи профессионалов
тему ответил в And.ru пользователя Пыль в Общие профессиональные вопросы
Мир лежит во грехе, и это- не обсуждается. Мошенника, без покровителя из определëнных структур, не существует. Господь Посылает нам испытания и для умягчения сердец. Сильно советую- не повторяйте моих ошибок. Однажды отнëс заявление в милицию. Там радостно всë приняли, отрапортовали- будьте уверены- поймаем/ накажем, в всё возместят. Знать бы наперëд, что это был цирк, и сплошное притворство- обходил бы стороной, за версту, это учереждение. Суть- некто взял у меня деньги, за изготовление мебели. При этом оставил расписку, и позволил снять ксерокопию паспорта. Собственно с этой макулатурой я и побывал в кабинете у следователя. Ни кого не нашли, ничего не возмещено. Как-же это так?- спросите Вы, - да всё просто, смотрим утверждение выше))). Получив "от ворот поворот" я, неугомонный, братился за помощью в "альтернативные источники поиска правды". А там- инфа пошла как из рога изобилия: - Сообщаем, что Вам "повезло" столкнулся с мошенником с большой буквы. 1. Несколько открытых на него дел. 2. Поступающие на него заявления. 3. Постоянные смены паспорта с одной целью замести следы,.. к сожалению "Дела" привязываться не к конкретному человеку, а к паспорту, его серии и номеру. Ну, и ещё- знайте: его родитель- внештатный сотрудник структур, по соблюдению нравственности в их стройных рядах. Ну, только тогда стало ясно- почему так заблестели глаза у следователя, при упоминании фамилии/ отчества мошенника. Никто не хотел даже косвенно, попадать в поле зрения, или вовсе становиться жертвой мстительного "пáпá" воспитавшего нерадивое дитя. Ведь каждый сотрудник понимал, термин- "безнравственность", не требует доказательств, и получив- это, практически несмываемое клеймо, со службой будет покончено. Теперь, спустя годы, понимаю- испытания Гордецам- по их заслугам. Хотя, по правде- из каждого, даже самого горького, испытания мы всё же должны- выносить рациональное зерно. Например- знания о том, что паспорт не должен "просто так" теряться- меняться, позволило спустя десять лет после пережитого, СЛУЧАЙНО вычислить очередного мошенника. -
Помогите найти запорную планку на ROTO CENTRO
тему ответил в mitiok2002 пользователя Пыль в Ремонт и техническое обслуживание окон
это фото вас до продавца приведëт Правда цена.. Примерно как поменять полностью обвязку на створке.
-
Прошу помощи профессионалов
тему ответил в And.ru пользователя Пыль в Общие профессиональные вопросы
Браво. -
Прошу помощи профессионалов
тему ответил в And.ru пользователя Пыль в Общие профессиональные вопросы
Прекрасная позиция. Безжалостная. Корень проблемы как правило, грех самый страшный- гордыня. -
Прошу помощи профессионалов
тему ответил в And.ru пользователя Пыль в Общие профессиональные вопросы
Так, инсинуации с грабежëм- в сторону. У вас нестандартная ситуация. ПРОИЗОШЕДШЕЕ- РЕЗУЛЬТАТ СТОЛКНОВЕНИЯ ИНТЕРЕСОВ. Смотрю со стороны- а барышня-то, в данной ситуации, оказалась на много откровеннее. По крайней мере- позицию свою обозначила ТВËРДО. Выходит вы знали позицию заказчика, о намерении расторгнуть договор, и тем не менее- послали людей на монтаж? Почему действовали- напролом? Вы понимаете, что подобными действиями подрываете собственный авторитет в глазах рабочих? Авторитарный тип управления предприятием приводит к банальной текучке. -
Прошу помощи профессионалов
тему ответил в And.ru пользователя Пыль в Общие профессиональные вопросы
У нас работает водитель. Нормальный такой водилка, как каждый мужичок желает зп немного побольше. И вот он узнал, что на железке, проводникам платят исправно, и ооочень достойно. Бросил баранку, сел за парту- грызть гранит железнодорожных знаний. Всё мечтал о поезде номер раз, но его определили на иной, 351й. Итог- выдержал только один рейс. Спрашивают- почему вернулся, ведь время- потратил, не жалеешь? В ответ: -никогда больше не буду проводником. Они (пассажиры) как нажрутся, как наблюют- а мне потом пол ночи убирай за ними.- Работа с людьми, это не всегда здрасти, пожалуйста, будьте любезны.. Иногда приходится и в г.. ковыряться. -
Прошу помощи профессионалов
тему ответил в And.ru пользователя Пыль в Общие профессиональные вопросы
Это ваши слова? Вытекает ли из этого- "Клиент всегда прав"? отдайте деньги, разойдитесь миром Или вы всё же имеете иную точку зрения? на будущее: клиент- человек отдающий деньги за услугу, находясь в горизонтальном положении. Во всех остальных случаях: плательщик, покупатель, заказчик. -
Прошу помощи профессионалов
тему ответил в And.ru пользователя Пыль в Общие профессиональные вопросы
К кладке не прикасаться! ГОСТ- документ для суда. Самостоятельное ТУ- составленное в рамках предприятия, законной силы не имеет. Вообще ситуация проясняется- в штате совсем нет юриста, и даже в привычных рамках "юридического сопровождения". Через форум, что-либо советовать бесполезно. В каждом городе существует бесчестный, так называемый- "сильный юрист" который через ряд заседаний может пустить фирму по миру. Сильно советую: немедленно, позабыв все свои амбиции, стучаться за помощью в двери к местным юристам. -
Прошу помощи профессионалов
тему ответил в And.ru пользователя Пыль в Общие профессиональные вопросы
Вам повезло. Это только первый звоночек. Советую: Повзрослеть. Перестать обманывать, и обманываться. Слушать мнение родных людей, начать ценить труд свой, и коллег. Крепко сдружиться с юристом. Сначала всего один заказчик одномоментно пробил ваши места уязвимости и вот- "на кону одна махонькая цифра". Включайте профессиональное чутье. Иногда помогает. Иначе- придет некий солидный мужчина, ОСЫПЛЕТ комплиментами, вами выше указанными, и пригласит, так- между прочим, застеклить цельный дом, а потом откажется, и попросит вернуть деньги. -
Машина для нанесения бутилового покрытия на дистанционную рамку TJ04H
тему ответил в tkab пользователя Пыль в Оборудование для производства
Возобновите отношения с партнëрами. Просите помощи. -
Фурнитура g-u
тему ответил в Серега сибиряк пользователя Пыль в Ремонт и техническое обслуживание окон
Сначала узнать кто снабжает свои конструкции механизмами с редким дорнмассом 7.5мм. Спросить помощи. Затем, взять разрушенный механизм, поехать к ним, и приложив- сравнить. Наша забота- ДМ 7.5 и зубчатая рейка. Если похожий механизм есть, а зубчики не подходят- либо покупать полную обвязку, но сразу скажу- "это не наш метод"©, либо далее- колхозить по чëрному. Сваркой привить нужные фрагменты- к исправному механизму. Вот "это"- по нашему. Сварки сейчас привеликое множество. Аргонодуговая ТИГ, штучным электродом МИГ, в конце-концов можно просто лазером обтянуть. Можно и без сварки соединить- прижав планки друг к другу просвелить парочку отверстий, нарезать резьбу М3, ввернуть шпильки, лишнее срезать, оставить выпуски не менее 0.5мм, расклепать. -
Фурнитура g-u
тему ответил в Серега сибиряк пользователя Пыль в Ремонт и техническое обслуживание окон
Тут виднее.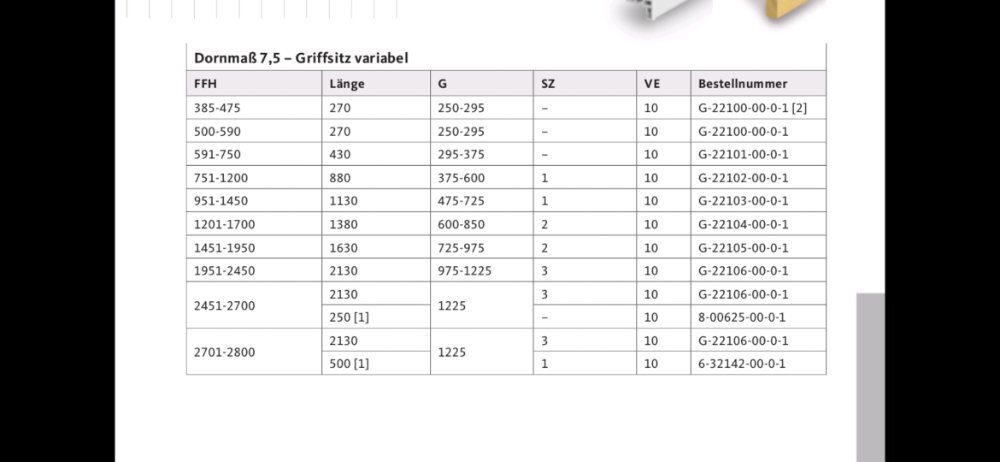
-
Фурнитура g-u
тему ответил в Серега сибиряк пользователя Пыль в Ремонт и техническое обслуживание окон
-
Фурнитура g-u
тему ответил в Серега сибиряк пользователя Пыль в Ремонт и техническое обслуживание окон
Сейчас весь ассортимент железок почему-то с дорнмассом в 15мм. Вам же требуется привод GU с довольно необычным ДМ в 7.5мм FFH от1201 до1700мм G22104. Могу предложить что у вас окна из массива. -
Машина для нанесения бутилового покрытия на дистанционную рамку TJ04H
тему ответил в tkab пользователя Пыль в Оборудование для производства
Где взяли? -
ПСУЛ
тему ответил в ntv-tany пользователя Пыль в Консультации по вопросам качества: помощь специалиста
"Старатели" самая доступная шпаклёвка, фасадная финишная белая ЦЕМЕНТНАЯ. Есть и чуток подороже. Нормально, без комков они вымешиваются только дрелью с насадкой. Хоть и в аннотации написано- безусадочная, в первый день заполните ей пустоты, и швы между кирпичей. На следующий- можно уже заглаживать откос полностью. -
ПСУЛ
тему ответил в ntv-tany пользователя Пыль в Консультации по вопросам качества: помощь специалиста
я тоже, раньше, считал, что вступая в финансовые отношения, с незнакомыми людьми, вправе расчитывать на их взаимную порядочнось. Жизнь оказалась намного суровей. Ни кто Ни кому Ни-че-го Не должен. За всё происходящие отвечаю сам.. Что касается данной ситуации- мне неизвестны конечно размеры установленных окон по 55тр за проëм, надеюсь они два на два метра, с кучей противовзломных элементов отличного качества, и укрепляющей плëнкой в составе стеклопакета. Пока у вас стоят погожие деньки, закройте, до дождей, ПСУЛ шпатлёвкой белой фасадной финишной цементной Старатели. Если осадки на неë не будут попадать, прослужит лет пять, без окрашивания. -
ПСУЛ
тему ответил в ntv-tany пользователя Пыль в Консультации по вопросам качества: помощь специалиста
Лет пятнадцать назад, заметил ещё одну тенденцию- В рекламном листке, предлагают услугу- окно, плюс БЕСПЛАТНЫЙ монтаж. Цена указанная за окно, выше среднего, но- монтаж-то даром! Экономия- налицо. Эх, сколько тогдашних, потенциальных- "наших" заказчиков клюнули на этот поролон... Выглядело это так- довольно быстро старое окно распиливается, вынимается. Ставится новое- приделывают к нему отлив, подоконник, пенится вокруг окна, и всё- монтаж готов. -А дальше?- спрашивали заказчики: - а откосы и прочее, когда?- -А это, за бесплатно- всё!- отвечали им. Заказчики понимая, что их обманули, возмущались, а никому ничего доказать не могли. Лишним будет добавлять, что окно, при бесплатном монтаже, выходило в итоге заметно дороже. -
ПСУЛ
тему ответил в ntv-tany пользователя Пыль в Консультации по вопросам качества: помощь специалиста
Эх, а как хорошо было раньше- монтажников мульон, все монтируют окна быстре выше сильнее тебя. И вот, начинаешь искать, что-бы такое замутить/ предложить потребителю, получив при этом неоспоримое конкурентное преимущество. И мы начали при монтаже сдирать алмазной чашкой с внешних откосов множественные слои краски, остатки старой штукатурки, и штукатурить.. окна, штукатурить... Затем выяснили какая краска без запаха, и самая ленивая. Оказалась- диамант. Одного прохода хватало слить окно с штукатуркой, и закрыть тëмную массу плиточного клея для облицовки бассейнов. С удивлением обнаружили, что для заметного увеличения "освещëнности", в процессе переотражения, в квартире, хватает тонкой полоски яркой белой краски на внешнем откосе. Года прошли, зарплаты стало хватать, и всё подзабылось. Но.. Однажды, краем уха услышал о истерике, случившейся на монтаже у заказчицы. Она с горечью сетовала, на недоработанные внешние откосы: -это так и останется?!!? -, указывая на корявый бетон, обильно промазанный СТИЗой.. Сейчас даже сложно представить, сколько отделочники, если согласятся, попросят за данный вид работ. Насколько я помню, никто из отделочниц не брался за внешнюю зачистку, штукатурку. Там и СП надо вынимать, и турбинкой пошуметь, и порядком грязищи развести.. Эх, молодость, окна.. -
Изгиб профиля - брак или пределах нормы?
тему ответил в panzer 1987 пользователя Пыль в Консультации по вопросам качества: помощь специалиста
Не верно. При прокладке штапика на него действует ооочень много факторов- первым делом его резиноподобное ПВХ стремится насмерть прилипнуть к стеклу, да и свежая пластмасса по пластмассе- не очень-то и скользит. Если не уметь его рационально вставлять на место, можно очень просто раму порвать, только одним неверным ходом- вставив штапик только в один! угол, и сразу давай его заколачивать. В итоге один угол почти треснул, а до второго угла штапик ещё не вытянулся . По этому- те, кто обслуживает окна, а они-то обычно, в своëм портфолио, уже имеют несколько порваных рам))), так-вот и жидким мылом штапик и стекло помажут, что-бы лучше разбегались, и предварительно оба угла штапика ладошкой в паз придавят, и вообще стараются молотком- лишний раз не тюкать. Навык.. -
Изгиб профиля - брак или пределах нормы?
тему ответил в panzer 1987 пользователя Пыль в Консультации по вопросам качества: помощь специалиста
8-)))) Бывает. В 99 году нас вызывает, по гарантии, очень порядочный заказчик. Одет с иголочки, брючки- пальто, улыбка, речь- и ни одного бранного слова. Претензия: по мнению монтажника "вашиокна***но". Мы: -а собственно в чëм это выражается? - Вотъ: подводит к окну. Беглым взглядом смотрим- окно на пластинах, но без клиньев, и ещё без пены. Демонстрирует- ручкой открывает створку, окно, по неведомой траектории, выписывает пьяные вензеля в проëме. Непонятно. Глядь- а оно установленно на отожжëнную киперную ленту с бандажа ящиков. И, тут у мню нервы не выдержали.. "Монтажник" в тот день так к нам и не приблизился.. -
чем замазать щели между пвх и штукатуренным откосос
тему ответил в ivannn пользователя Пыль в Любые вопросы
Ломать, пенить. Не дожидаясь перитонита.. Пардон- зимы.