ART
-
Публикации
877 -
Зарегистрирован
-
Посещение
-
Дней в лидерах
7
Все публикации пользователя ART
-
Второе условие успешного применения стусла - прижим к боку решается в безцулажном штапикорезе с помощью боковых упоров, цель которых состоит в устранении люфта из-за того, что ширина щели в станине выше, чем ширина крючка точно так же, как когда ширина наличника оказывается уже, чем внутренняя ширина стусла. То есть да, резина действительно в принципе не может быть использована для фиксации, и именно по этой причине боковой упор заканчивает движение до того, как сработал прижим сверху. Проще говоря, боковой упор прижимом в безцулажном штапикорезе не является и являться ни в коем случае не должен. Иными словами, безцулажный штапикорез - это автоматизированное стусло конструкции на фото ниже: ----------------------------------------------------------------------------------------- А теперь практика. То, что на фото ниже, никогда углы держать не будет. Ввиду полной невозможности обеспечить стабильную плоскостность снизу.

-
Поэтому главное для безцулажного штапикореза - это обеспечение плоскостности прижатия профиля к станине. Для этого сама станина должна быть строго горизонтальна, а ширина свободных от крючка участков профиля снизу должна быть достаточна для обеспечения стабильного горизонтального прижатия. Здесь важным является площадь прижима - прижим профиля с косой верхней плоскостью параллельным станине широком прижимом будет часто приводить к потере плоскостности прижатия снизу. Проверяется просто - подкладыванием бумажек. Из чего следует - при резке на безцулажном штапикорезе "кривых" профилей прижим должен быть точечным. Да еще и придется подбирать место прижима, с помощью все тех же бумажек.
-
Постараюсь максимально коротко. Цулага - это форма. Форма нужна для фиксации профиля ДО прижима. Не важно как, важно наличие этой фиксации. Поэтому, если профиль до его прижима не болтается, как шпала в навозе, то у вас цулажный штапикорез. А если болтается, то соответственно безцулажный. Даже если он очень похож на цулажный. Что такое по сути безцулажный штапикорез? Это многими забытое стусло. То самое, которое наши деды использовали для нарезки углов наличников. При пользовании стуслом важно соблюдать два правила: 1. Обеспечивать плоскостность прижатия наличника к дну стусла. 2. Обеспечивать боковое прижатие наличника к любому краю стусла. Так вот, щель в станине (матрице, пластине) в безцулажном штапикорезе отнюдь не для фиксации, а всего лишь для того, чтобы убрать мешающий обеспечивать плоскостность прижатия к этой станине профиля т.н. крючок. Само собой, что в данном случае ничего нигде цеплять не должно, а ширина щели в таким штапикорезе сделано заведомо шире ширины крючка - для универсальности.
-

Двухголовая пила SD25 S/7 - плавает размер
тему ответил в ART пользователя ART в Оборудование для производства
Сдал пилу в опытную эксплуатацию. Но остался один (очень и очень надеюсь, что последний) вопрос - принтер Intermec PM4i (203 dpi DP). Принтер был включен по IP и ничего, и ниоткуда не печатал. Добился печати с винды, но из-за недоверия к сетке - посадил его на USB, принтер встал исправно, дрова все нашлись на самом компе. Винда принтер видит и некую надпись TEST на нем печатает. Но есть впечатление, что программа работы с пилой (STB) принтер в упор не видит. И самое главное, непонятно, где она вообще его должна увидеть? В параметрах программы есть выбор принтера из Intermec и Intermec С, но она работает и вообще без принтеров. В этом меню есть некий FORMAT, из которого есть кнопка TEST - пробовал во всех вариантах, не печатает. Нашел на компе инструкцию на итальянском, согласно которой надо драйвер Intermec PM4i (203 dpi DP) обозвать как Intermec PF4i (203 dpi DP). Сделал - толку ноль. Подцепить принтер на COM-порт не могу, он занят платой связи. Судя по куче каталогов на рабочем столе кто-то цеплял принтер через VPN-сервис, ни фига не понял смысла, хотя на этом компе и две сетевушки, причем разных. Чего-то там буржуины с диспетчеризацией видимо творили. Но явно где-то надо показать программе, где её принтер. Только как это сделать? Буду рад любой подсказке. -
Двухголовая пила SD25 S/7 - плавает размер
тему ответил в ART пользователя ART в Оборудование для производства
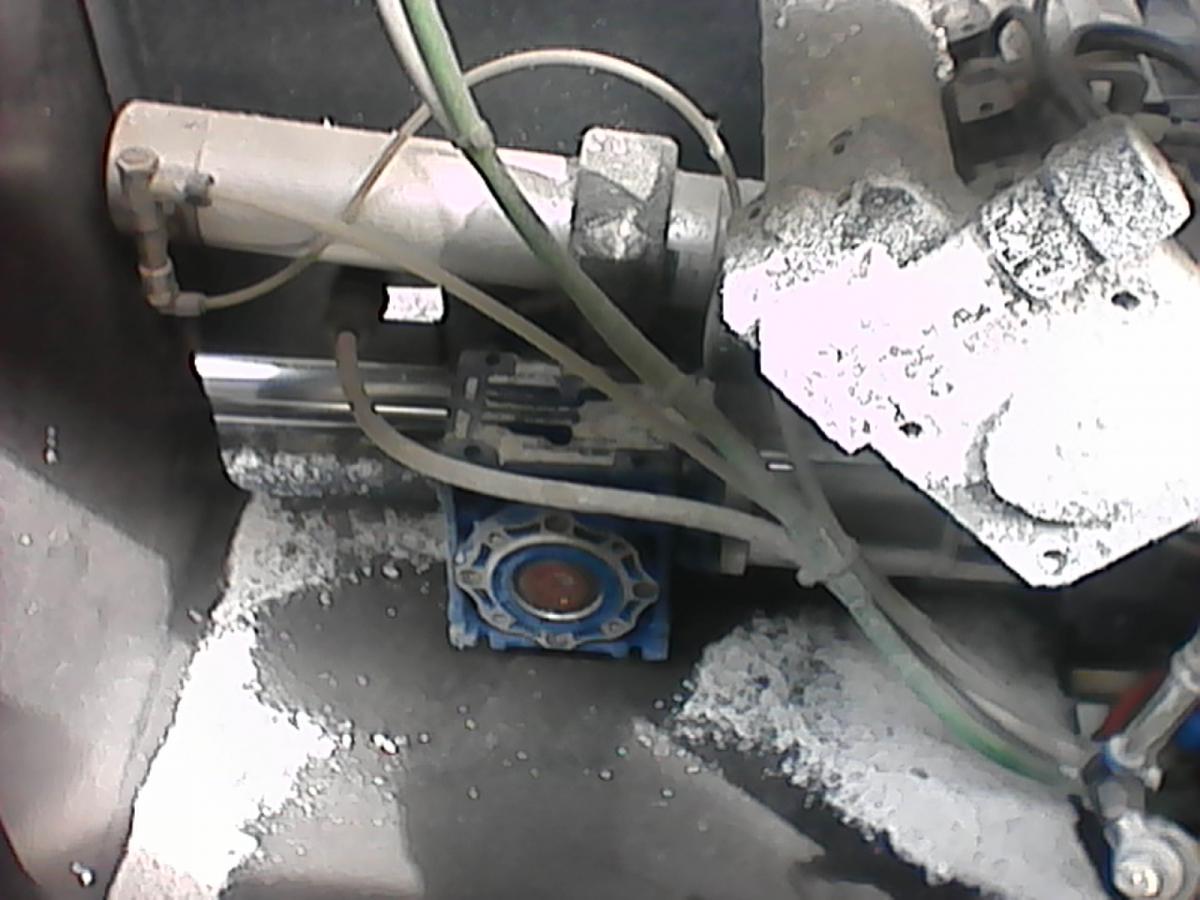
Вечер добрый всем участникам. По уважительным причинам целую неделю не мог посетить это предприятие. Фотку с тормозом отправил технику по телефону, сегодня приехал - сказали, тормоз теперь работает. Проверил - действительно работает. Почему не работало, спрашивать не стал. С БП получилось вот так (сорри за качество, да оно и не нужно, и так видно):
-
Двухголовая пила SD25 S/7 - плавает размер
тему ответил в ART пользователя ART в Оборудование для производства
С П А С И Б О !!!! ЗЫ. Не получается плюс поставить. -
Двухголовая пила SD25 S/7 - плавает размер
тему ответил в ART пользователя ART в Оборудование для производства
Дороговата заглушка-то.... Поэтому, скорее всего, этим штурвалом при нажатии можно вручную двигать бабку, как у Вас и указано. А я правильно понимаю, что согласно фото, ниже бабка двигается с помощью одного ролика, расположенным под осью? Потому как, если бы ролик был сверху, то его бы на этом фото не было видно?
-
Двухголовая пила SD25 S/7 - плавает размер
тему ответил в ART пользователя ART в Оборудование для производства
Вы полагаете, что при нажатии он должен входить в зацепление с выходным валом редуктора? -
Двухголовая пила SD25 S/7 - плавает размер
тему ответил в ART пользователя ART в Оборудование для производства
Вот это что за колесо и зачем оно? Во время движения оно хаотично крутится, но при попытке вращать его рукой, болтается свободно.
-
Двухголовая пила SD25 S/7 - плавает размер
тему ответил в ART пользователя ART в Оборудование для производства
Все, я сдался. Предложу купить три ИП на дин-рейку - один на 5В и три на 12В, и поставлю их вплотную к ПЛК, с короткими ШВВП 2*0.35. Произведу юстировку на равенство напряжений под штатной нагрузкой, надеясь на качество стабилизации. Не вижу другого выхода. Осталось только с этим злополучным тормозом разобраться.... -
Двухголовая пила SD25 S/7 - плавает размер
тему ответил в ART пользователя ART в Оборудование для производства
1. Чем, где и как? Насколько я понял, там два цилиндрических длинных вала, на которых на четырех U-образных металлических роликах лежит передвижная бабка. Скорее всего движок через редуктор вращает два из них на одной оси, но что тормозит это передвижение и чем именно? Там что, тормозные колодки на второй оси а-ля таз? 2. Ну дык, подскажите, плиз, досягаемый аналог БП маломощного двухполярного питания на +/-12В! Ну чтобы не за 10 тыр. через два месяца по UPS с минимальной поставкой 10 штук, да еще и из Китая с совершенно другой маркировкой. -
Двухголовая пила SD25 S/7 - плавает размер
тему ответил в ART пользователя ART в Оборудование для производства
А Вы не поленитесь, померьте на досуге. Там будет, например, +12,6 и -11,8. А под нагрузкой будут уже другие значения.... -
Двухголовая пила SD25 S/7 - плавает размер
тему ответил в ART пользователя ART в Оборудование для производства
Голова толкается туго. Потому как червячный редуктор. Что и где зажимает или должен зажимать пневмотормоз? Мое сугубо личное ИМХО - ОДНОЗНАЧНО должен зажимать. Причем намертво! Но вполне возможно, что фимтек считает иначе. Ау, фимтек!!! Должен на поставляемых вами пилах кто-то зажимать перемещение передвижной бабки после её прихода в заданное положение али как? Дык нынче такие времена, что двуполярные БП НИКТО не продает.Для сведения: двуполярный БП - это не только стабилизация напряжений, но и стабилизация равенства этих напряжений. То есть нуля. -
Двухголовая пила SD25 S/7 - плавает размер
тему ответил в ART пользователя ART в Оборудование для производства
Только что обнаружил, что двуполярный тоже крякнутый. Причем оригинально - он не стабилизирует выходное напряжение, а тупо делит его пополам. Или примерно пополам. Засада в том, что БП на 5В и 12 В можно тупо подвесить сбоку на дин-рейку, а вот с +\-12В такой фортель не получится - нет таких. А проблема принципиальная - на расширении приводов прецизионный ОУ от Analog Devices стоит в панельке, а это означает, что даже прецизионный и дорогой ОУ авторам ПЛК пришлось выбирать методом испытаний... Неужели придется эту копеечную хрень самому делать.... -
Двухголовая пила SD25 S/7 - плавает размер
тему ответил в ART пользователя ART в Оборудование для производства
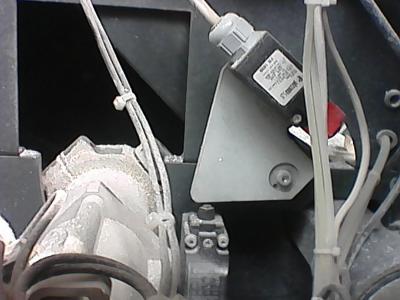
Если это, что показано мною стрелочкой на приложенном ниже фото, то это, скорее всего, кабель питания двигателя. Потому как он непрозрачный, твердый на ощупь, и, вроде как, после щитка уходит не вниз, а вверх (плохо видно через щель). Техник это тоже подтверждает. Но если Вы настаиваете, что это пневмотрубка, то будем вскрывать бабку в поисках пневмотормоза. Каков, кстати, его принцип действия, что и чем он зажимает? З.Ы. То, что изготовитель этих ПЛК знаменитая английская фирма Ferranti, подтвердилось - на расширении RS232 (там же и RS485) четкая надпись: F.LLI FERRANTI UART196 11/97 LC. Это несмотря на банкротство этой конторы в 1993.
-
Двухголовая пила SD25 S/7 - плавает размер
тему ответил в ART пользователя ART в Оборудование для производства
Спс. Поднял пока ток через светодиоды, благо там запас по току оказался громадный. Кроме этого, обнаружился еще один глючащий БП, теперь уже на 5 В - питание ПЛК, управляющего приводами. -
Двухголовая пила SD25 S/7 - плавает размер
тему ответил в ART пользователя ART в Оборудование для производства
Иными словами, если оператор при измеренной штангеном высоте профиля 63 пишет в его параметры 57,5 для того, чтобы при резке по 45 град. с обеих сторон получить нужный размер, то это нормально? Ткните, плиз, стрелочкой:




-
Двухголовая пила SD25 S/7 - плавает размер
тему ответил в ART пользователя ART в Оборудование для производства
Вам фотографии сделать? Все три платы - типа UL94-V0 mod. LBZZ13600. На двух из них сверху приляпаны расширения: одно на управление приводами, второе - на RS232 для порта COM компа. Изготовитель, насколько я понял, знаменитая английская фирма Ferranti, обанкротившаяся в 1993 г. Если это действительно так, то инфу на плату искать бесполезно, т.к. основная продукция этой фирмы - военка. Платы представляют собой примитивные ПЛК на базе МК i194 от Intel. Я с удовольствием включу этот пневмотормоз, если Вы подскажете, где он находится. Или должен находиться. Таблица профилей есть в параметрах. В ней указывается высота профиля. Именно им оператор и играется. Что это за число - точный параметр профиля или корректор методом тыка? -
Итак, сделали пропил в пластине. Не очень хорошо сделали, кривовато, но, тем не менее, узкий штапик режется на ура. А вот с широким проблема. Дело в том, что в этом конкретном профиле нет ни одного прямого угла - ни с любого бока, ни сверху. В результате уже при наладке правильно сориентировать профиль в высшей степени затруднительно, не говоря уж о непредсказуемости его положения после зажима. Профиль примерно как на картинке ниже, но малость попроще. Если вспомнить дедовские правила резки деревянных деталей, то в стусле ориентация идет по нижней плоскости заготовки и хотя бы одному из её краев. Но здесь в нижней плоскости крючок. Возможно, что такие профили режут с помощью направляющей, вставляя профиль не сверху, а сбоку. Но это, во-первых, резко снижает производительность, а во-вторых, такая направляющая прослужит очень недолго. Из чего возникает подозрение, что такого рода профили на безцулажном штапикорезе резать нельзя. Или все-таки есть иной вариант?

-
Двухголовая пила SD25 S/7 - плавает размер
тему ответил в ART пользователя ART в Оборудование для производства
Ну вот, есть новости. 1. Оптической связью все-таки придется заняться, забрал платы, и у меня их не две, а три. 2. Удивило, что подвижную бабку можно довольно легко, учитывая её вес, двигать руками. Чего, по моему мнению, не должно быть в принципе. Хотя бы потому, что при нарезке профиля 45 град\90 град, пила будет тащить профиль по направлению своего вращения. Сходил на новую пилу - нет, там сдвинуть бабку невозможно, по крайней мере силами одного человека без применения лома. Привод после установки бабки в заданное положение его никак не отслеживает - не только не пытается вернуть бабку на место, но даже и не сигнализирует о потере размера. Обычно такое бывает, когда после прихода в заданный размер подвижная часть блокируется пневмо-, гидро- или электротормозом, но никакого тормоза я найти не смог. Мало того, техник утверждает, что пилу перед модернизацией осматривал специалист из фимтека, никакого тормоза в ней нет, и я очень сомневаюсь, чтобы поставщик побрезговал продажей узла или детали. 3. Пробовали пилить дверной профиль. Обратил внимание, что оператор уж очень легко относится к заданию высоты профиля, по значению которой, как я понимаю, комп вычисляет длину реза на 45 град. с одной или двух сторон. Проще говоря, они просто подгоняют высоту профиля в параметрах программы под желаемый размер. С одной стороны, это выглядит ненормально, потому как высота профиля - это техническая характеристика профиля, а с другой - в работе это значение индицируется как... коррекция (на итальянском языке). Так высота профиля - это все-таки параметр или цифра для метода тыка? -
Двухголовая пила SD25 S/7 - плавает размер
тему ответил в ART пользователя ART в Оборудование для производства
Скорее всего речь о типа таком производстве: -
Двухголовая пила SD25 S/7 - плавает размер
тему ответил в ART пользователя ART в Оборудование для производства
Обратив внимание, что в приобретенной относительно недавно сыном новостройке окна вкривь и вкось, а подъезд только что сданного дома весь увешан объявлениями о ремонте окон и установке новых, спросил своих клиентов, не они ли делают такие безобразные окна. Нет, не они. А делает эти окна сама строительная контора... руками. То есть в буквальном смысле бригада лиц кавказской национальности клепает окна ПВХ с помощью болгарок и строительных фенов. Секрет прост - при единичном строительстве жилья для народа высокая производительность качественных окон нафиг не нужна. А значит и оборудование, обеспечивающее это. -
Двухголовая пила SD25 S/7 - плавает размер
тему ответил в ART пользователя ART в Оборудование для производства
Тему я создал потому, что в данный момент по просьбе руководителя предприятия занимаюсь реанимацией части "оконного" оборудования, оказавшегося в запущенном состоянии вследствие текучки. Это в СССР под каждую проблему создавали службу - главного механика, главного архитектора, главного энергетика с соответствующими отделами, бюро, помещениями, оборудованием и кадрами соответствующей квалификации. Сейчас такой порядок сохранился только у монополистов, остальные вынуждены экономить на всем, иначе не смогут выдержать конкуренции. А в каком состоянии сегодня строительная отрасль - основной покупатель окон ПВХ, большинство тут и без меня прекрасно знает. Это не единственное мое местное подшефное "оконное" предприятие, на втором дела еще "веселее" - вследствие резкого падения объема заказов, они вынуждены были перейти с трехсменной работы на односменную, и в результате оказались обеспечены оборудованием с 200% резервом, а в таком режиме им вообще никакая обслуга не нужна - начальник производства делает все сам, за исключением разве что сложной электроники, которую привозит мне. -
У дяди точно такие же проблемы, что и у решившего, что лучше к дяде пойти работать и бед не знать. Поэтому первым делом дядя пошлет этого самого, который решил, что лучше к дяде пойти работать и бед не знать, решать те же самые проблемы, от которых он пытался избавиться переходом к дяде. Потому как технико-экономические проблемы носят объективный характер.
-
А разве у дяди иначе?