

omalser
-
Публикации
203 -
Зарегистрирован
-
Посещение
-
Дней в лидерах
2
Сообщения, опубликованные пользователем omalser
-
-
Доброго всем дня!
Компьютер не видит стол по com-порту. При запуске SiaxPlay выдает ошибку Time Out Communication.
При этом он и включается странно. Последовательность такая: включаем рубильник, нажимаем кнопку сброса ошибок, выключаем-включаем любой из 5 контакторов что сверху стоят, опять кнопку сброса ошибок, старт. И тогда стол обнуляется.
В нормальном режиме должна быть последовательность такая: включаем рубильник, нажимаем кнопку сброса ошибок, старт. И тогда стол обнуляется.
Все соединения проверили, питание тоже.
-
пропало соединение и по второму порту...подскажите как восстановить и где копать?
-
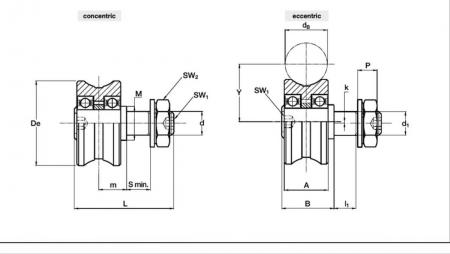
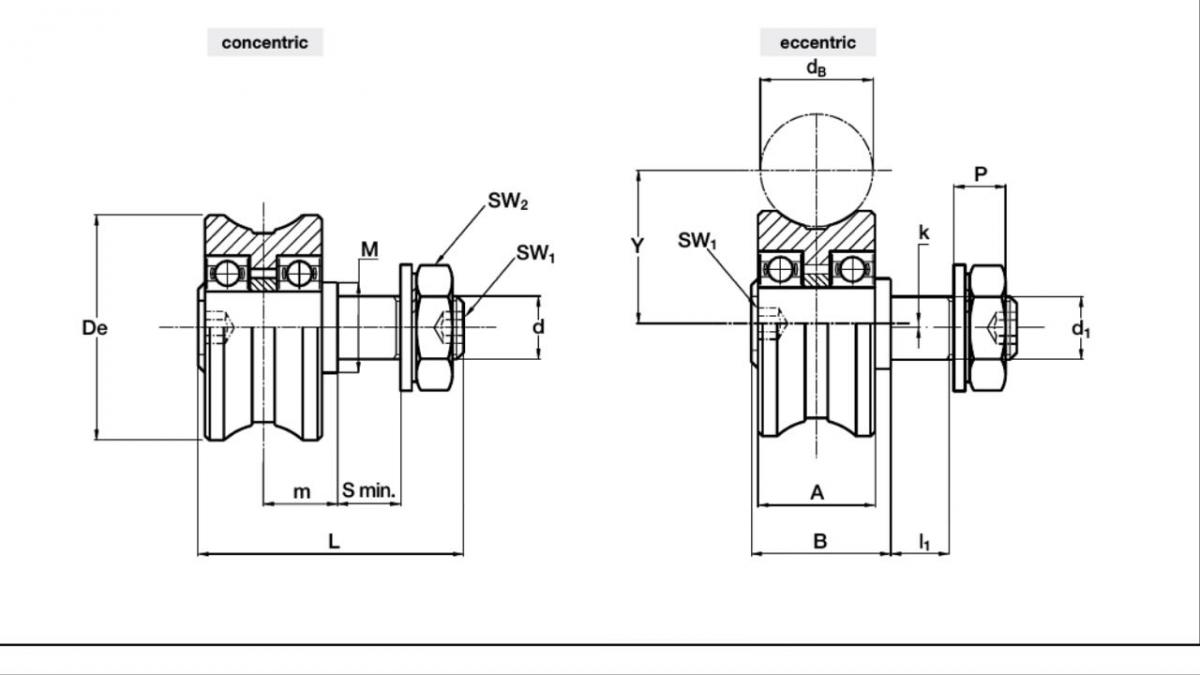
Автор, на фото не видно, что написано на пыльниках (пластиковых крышках, закрывающих с боков шарики или ролики с сепаратором) подшипников с обеих сторон.
ИМХО это сможет дать исчерпывающий ответ на Ваш вопрос.
маркировка подшипника 6001
Вот раздобыл чертеж.
-
Доброго дня всем!
Подскажите кто сталкивался. Разборные ли ролики на которых ездит сам мост или нет?
Если да, то как? А то с двух сторон сделано под шестигранник, но не раскручивается. А сильнее пробовать не хочется, не зная что там.



-
Здравствуйте.
После нанесения бутила на рамку... сколько есть времени на сборку стеклопакета?
И есть ли оно вообще?.
Допустим обклеили 80шт... решили пообедать.. потом собирать стеклопакеты.
Какой промежуток времени, теряются ли свойства бутила..
Тут скорее дело не в бутиле, а во влагопоглотителе. Чем дольше рамки, заполненные ситом, находятся вне пакета, тем больше сито в себя наберет влаги.
А бутил вообще не застывающий герметик, его греют в экструдере для нанесения на дистанционную рамку.
-
Вопросы всё равно остались:
Почему не работает пункт Договора со сроком гарантии 3 года?
Почему не работает пункт Договора с отказом в гарантии, если не наш монтаж?
Попытаюсь 14-го поинтересоваться у судьи.
В данном случае, после того как стороны приняли решение подписать мировое соглашение, судье уже всё остальное неважно.
Самое главное суд урегулировал спор и далее стороны обязаны следовать соглашению.
-
Желтые маслянистые подтеки это сито. В свое время сталкивались с некачественной партией такого. Если вскрыть пакет, то внутри рамки будет не молекулярное сито, а просто гелеобразная субстанция.
На будущее - прежде чем что-то делать, а в данном случае прочищать отверстия и удалять пену - нужно все фотографировать. Тогда будут доказательства в спорах, в том числе и судебных.
А если в договоре прописано что вы не несёте гарантию на изделия, которые монтировали не своими силами, то вот на что вам в данном случае напирать нужно. Приложить суду копию договора, подписанную Заказчиком.
-
 1
1
-
-
Попутный вопрос для этого же мавера - где можно купить целиком или ремкомплект вот этого:
Добрый день!
Если еще актуально http://www.tau-rus.com/stanciya_mikrosmazki_MINI-GF
-
Доброго дня всем!
Подскажите где можно найти приводной ролик для Batellino BK 700 LX.
Гугл выдает только компанию КАМИ, но там какие-то нереальные сроки поставки.
-
напоминающее поросячий хвостик один или более,
Вот отсюда и похожая немного
"В бане нет самолёта" - в подоконнике нет конфорок. Пока вы донесёте чайник с кипятком до подоконника, температура как воды в чайнике, так и тем более водяного пара станет совершенно недостаточна для термошока. Если, конечно, навернуть со всей дури носиком чайника по стеклу в районе штапика, то картина разрушения будет как на фото.

Я, конечно, не знаю как у вас, но сейчас есть и электрические чайники. И я встречал людей, которые их кипятят на подоконнике.
А одна дама мне сама призналась, что поставила работающий утюг на окно и услышал вскоре "щёлк".
А в целом я написал, что скорее всего какое-то механическое воздействие. И только конец одной трещины напоминает термошоковую.
Про отказ от гарантии я и вовсе не писал.
Предлагаю дождаться от ТС фото в качестве со снятым штапиком и более не спорить.
-
Термошок, термошок.
Много вы его видели термошока-то? Стекло внутреннее прозрачное.
Во-первых, я же написал "как термошоковая".
Во-вторых, кипящий чайник на окне, термовентилятор, дующий на окно, что-то прислоненное к окну и многое другое может привести к термошоку даже у прозрачного стекла.
-
1
-
-
Треснул пакет. Снял штапик под ним был дефект стекла с производства. Не дорезали, видимо, стекло и откусывали остаток кусачками.
Обычно от такого рода дефектов идёт один луч, а тут много.
Скорее всего какое-то механическое воздействие.
Там еще дальше одна трещина извивается, с виду как термошоковая.
-
Добрый день!
Подскажите, прописывается ли в каких-либо нормативных документах как должен выглядеть стык двух отрезов пленки на стекле?
Имеется в виду, когда оба размера стекла больше ширины рулона и приходится делать стык.
-
Правильнее не оттирать, а исключить появление.
Это всё понятно, но данный момент есть стекла, на которых остались следы. Исключить появление следов на них невозможно, т.к. нет, к сожалению, машины времени.
Теперь вопрос из сообщения №1 - "Есть ли средства, чтобы оттереть их?"
-
Тогда, может быть, проблема в воде? Разводы не от обработки, а от неочищенной воды, которую вы для экономии пустили на обрабатывающий станок?
Может быть. Вопрос в том, как это оттереть.
-
Это есть и на стеклах только с конвейера.
-
Доброго дня всем!
Столкнулись с такой проблемой - после притупления или шлифовки кромки остаются следы на стеклах, которые смываются моечной машиной, но остаются контуры от капель (не из мойки, а именно от обработки), которые оттираются механически с усилием.
Для простых стекол это не проблема, хотя и трудозатратно, а вот для стекол с напылением это уже проблема. Напыление особо не натрешь.
Может есть какие спец. составы для отмывания подобных следов?
-
Карточная колода - индикатор проблемы с нулевой точкой по Z. Ось править надо "по линейке". Не знаю, какой держатель резака на вашем столе, но если у него есть "квадратная" часть, то есть грани, параллельные/перпендикулярные плоскости режущего колеса, то по ним надо выставлять. Чтобы грань была строго параллельна резу. Линейку прикладываешь и смотришь. Когда отрегулируете, тогда можно проверить карточной колодой.
Держатель в пластиковой клипсе.
-
Это будет при очень сильном отклонении оси Z., а для того, чтобы резак смещало на люфтах, достаточно долей градуса.
Я так понимаю, правим ось Z, потом опять прогоняем тест карточная колода? До тех пор, пока размеры не будут одинаковыми?
-
Ну вот, давно бы так. Правьте ось "Z", а уж потом всё остальное.
Об этом было сказано ещё в 6 и 8 посте, уважаемым A_V_N.
Странно, почему такое различие с постом №47, там по оси "Y" проблема, а с осью "Х" всё хорошо, а здесь проблема очевидна?
Да, но ведь при неправильно выставленной оси Z будет плохой рез и крошка лететь в стороны. Этого не наблюдается
-
Любой кусок стекла, лишь бы он не сдвинулся под резаком в процессе, то есть мин. 700х1000 или около того. Не берите толстое стекло, оно на разломе даст большую волну, нужно 4 или 3 мм. Резать можно хоть вертикальный крой, хоть горизонтальный - ось Z проявляется в любом направлении, главное что один рез происходит "вперед", а следующий в противоположном направлении. Тогда люфты складываются и их можно увидеть на разломе.
Вот, собственно, что вышло.
За направления резов самих деталек точно не скажу, с какого началось, но были во встречном направлении. Голова при этом не разворачивалась, просто резы делала вверх-вниз.
-
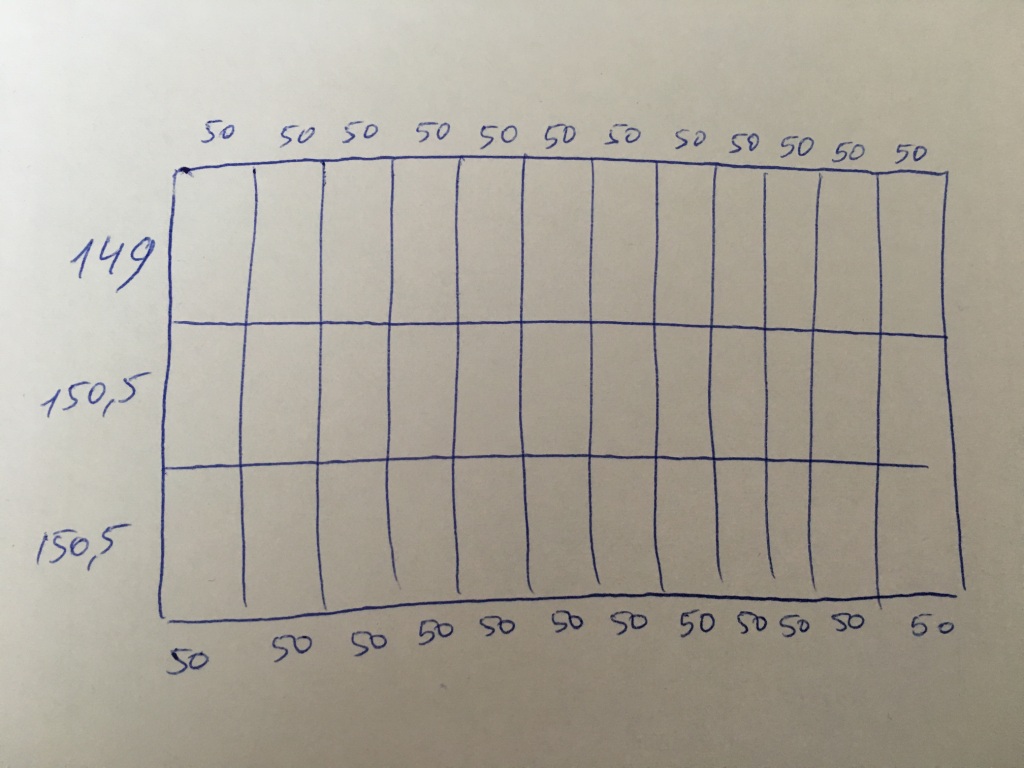
Почему одно и тоже надо объяснять ТРИ раза? Для теста "карточная колода" принципиально требуется резать ОДНУ полосу из 10-15 пластинок. Тогда перемещение головки резака будет зиг-загом. Когда у вас три ряда, то есть 4 реза, я не берусь сказать, как ехала голова.
Уточню тогда сразу для себя. Не важно на какой заготовке резать эти пластинки? Главное, чтобы было только один ряд, соприкасающихся длинными сторонами?
Вопрос: А почему сразу не заменили на обеих осях?
Потому, что по Х просто сломали, когда нерадивые резчики поднимали стол.
-
Вот!!! Это уже что-то....
Думаем......
Так... А такой вопрос: В середине стола нет прогиба поверхности??? Дело в том, что МДФ (как правило, его используют) имеет свойство со временем прогибаться. А если стол подъемный, то в середине стола располагаются крепления гидравлики. Гидравлика - страшная сила. Поднимали ли стол в последнее время? Запускали ли гидравлику? У меня на Пикколе было подобное.
Но мой вердикт все же такой: если верить цифрам - меняйте энкодеры. Изначально у вас первые заготовки должны быть в размере при исправных энкодерах. Делители в норме (благодаря дяде Саше выяснили). Значит неисправен энкодер. Нет-нет, да ошибется. Вот и идет лавина погрешностей.
Голову даю на отсечение, что при измерении первой и второй полосы вы округлили значения до первой. Хотя там, наверняка была разница в 0,5 - 0,3 мм. Скорее всего 0,3.
Ну при последнем раскрое середина стола не задействована. Заготовка первоначальная была 1500*500.
Энкодер по оси Х энкодер новый.
Остаются два - Y и Z.
Ну рулеткой сложно вымерить 0,5 мм или 0,3 мм
-
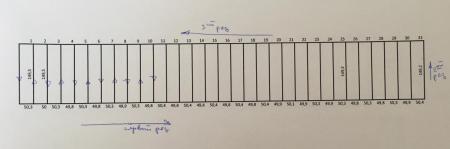
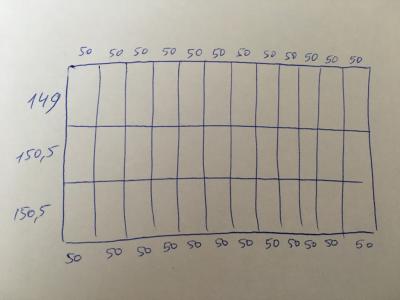
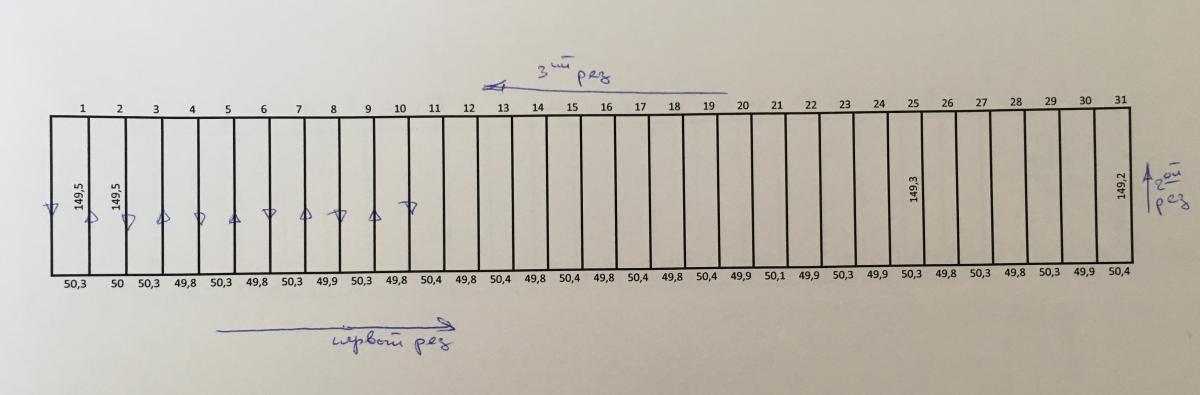
А тест "карточная колода" что показал?
Сделали тестовый раскрой с деталями 50*150.
Вот, что он показал.



Запотевание с/п с раскладкой
в Стекло и стеклопакеты
Опубликовано:
Сколько у вас рамка с раскладкой висит в ожидании сборки?