

Rammmax
-
Публикации
604 -
Зарегистрирован
-
Посещение
-
Дней в лидерах
8
Сообщения, опубликованные пользователем Rammmax
-
-
А Вы уверены, что речь идет о европазе? ТС не указал систему профилей. Может речь идет о 4070.20?
Признаюсь честно, такую деталь не щупал, ибо в каталогах стублины её не было за последние 4 года. Загуглил - единственная ссылка привела меня на страничку с надписью: "Некорректный код номенклатуры". поэтому что-то мне подсказывает, что купить её топикстартеру негде. И речь идёт именно про 4010.20.
-
Специфику вентфасадов не знаю, но мне кажется, что Профстрой спокойно справится.
-
 1
1
-
-
В яблочко! Работаю с окнами 4 года, 3 года своя небольшая фирма в провинции, дилер. У меня единственный раз был заказчик, который готов был просто высказать свои "хотелки", выслушать цену, и сказать "да". Этот заказчик был, конечно, по рекомендации, не в газете меня нашел... Регулярно встречаю обратную картину - и деньги есть, и тачка под жопой за 3+ ляма, но взять нормальные окна, я хрен знает, что не позволяет. Видимо, глупость "да за углом продают "такие же" окна, и на тыщу дешевле. Вот приезжают ко мне представители заводов из СПб, и говорят "дану на, что ты такое говоришь - "Не продать дерево? Или Генео?" (не сочтите за рекламу), у вас вон смотри - крузак на крузаке в городе ездят!". А я им простую истину - большинство этих крузаков куплено, извиняюсь, какими-то жопошниками, которые на всем экономят, экономят... Фото того дома, где было приятно работать
Мне б за такое расположение петель технологи Веки по голове настучали.
-
В верхнем угловом переключателе есть П-образ стопор, который блокирует перемещение вверх. Видимо этот стопор сломался, причина - не правильная тяга и плохое качество.
На детали 4010.20 нет никакого стопора. Перемещение вверх блокируется 2-мя винтами. Стопор в giesse.
Да, я ошибся в названии. У меня ситуация следующая - верхний угловой переключатель со стороны ручки выгнуло, и он вышел из отверстия в верхней горизонтальной тяге. Хочу понять - мог такой дефект появиться в результате эксплуатации, или это брак изделия?
Если у Ваc стоит 4010.20, то не могу понять, как там может что-то выгнуть, чтоб из верхней тяги угловик вышел... Проверьте, затянуты ли стопорные винты со стороны балки ручки.
-
Адгезия - важный параметр. Только, к сожалению, ее не проконтролировать. Это относится к любой краске, будь то порошковая или жидкая.
Объясню почему:
1. Изначально любая применяемая краска в данной отрасли "заточена" на адгезию больше 10 МПа. Поэтому сразу после высыхания краски получить отслоение (нарушение адгезии) практически не реально, даже на "сложных" (не обработанных) участках, где допустили брак.
2. Особенно при окраске алюминия порошковыми красками необходима подготовка - вымачивание в кислоте или в кислотном тумане. Вот если этой процедуры не делают, тогда 100% через год адгезия будет низкой.
3. Возможно проверять отдельные профиля по выбору на сетчатый надрез, но могу сказать по опыту (правда в жидких красках) все результаты будут положительные и продукция испытания пройдет. Проблемы всегда начинаются через значительное время.
А это возникает только по одной причине - не соблюдение технологии. Поэтому выход один - контроль соблюдения технологии окраски (ответственный Гл. Технолог). Такой контроль важнее выходного контроля, хотя без него конечно тоже никуда не денешься.
В теории всё так.
На практике при цикле: сегодня покраска - завтра сборка - можно обнаружить плохую адгезию, например, сразу при раскрое. При резе краска начинает скалываться, да и сетчатый надрез на следующий день даёт некую информацию.
-
Если речь про Stublina, а не про Shtublina, то скажу, что работаем на ней 4 года. За это время ни одного отказа деталей фурнитуры. Реально ни одного. Правда мы используем не стандартный комплект с редукторной ручкой (или 2-х поводковой для поворотной створки), а комплект с приводом 3013, который позволяет использовать обычную оконную ручку. Работаем и с алюминиевой тягой, и с полиамидной. Профиль сиаловский и крамзовский. На тёплые и холодные окна ставятся одни и те же комплекты. На 40-ю серию ответные детали крепятся саморезами, что предполагает их точную установку.
-
-
А еще можно покупать крашеный в один цвет, а второй цвет красить (подкрашивать, перекрашивать) самим!

Вероятно, он имел ввиду, что нужно (придется) покупать не крашенный профиль...
Да мы как-то не особо заморачиваемся по этому поводу. Хоть крашенный в 2 цвета, хоть не крашеный в 2 цвета.
-
Ок, только я не понял, как после напыления одного цвета и его протирания с "ненужной" поверхности, напылять другой цвет - он же заденет уже напылённую поверхность? А ещё получается, что профиль в поставке должен быть не крашенный. А если профиль в поставке крашенный? Смывать ФЭЙЛом?

Ну в том-то и дело, что сначала напыляем на широкую часть, а потом на узкую. При напылении на узкую сторону порошок на широкую не попадает по естественным причинам. Заказчикам обычно важен цвет лицевых поверхностей, а качество перехода на фальцевых областях не так важно.
По поводу крашенного и не крашенного профиля не совсем понял.
-
1
-
-
Красим у себя 2 стороны в разный цвет за один цикл. Примерный алгоритм покраски допустим Т профиля дверной створки: напыляем краску на широкую поверхность; то, что за счёт электростатики налетело на фальц и узкую лицевую поверхность протираем сухой тряпкой; наносим краску на внутреннюю лицевую поверхность; закатываем в печь. Всё готово. Процесс чуть дольше, чем обычная покраска, и требует небольшой аккуратности. Женщина-маляр справляется спокойно и более аккуратно, чем парень.
Раньше пробовали с термоскотчами возиться - хрень полная. Этот способ подсказали специалисты из компании Радар.
-
1
-
-
Как насчёт асимметричной ручки? И можно обойтись без спиливания наплава.
-
А смысл?
Требование некоторых дилеров, которые работали лет 7 на Века-Мако и с большим трудом переходят на Зигению.
-
Лично я турецкую и китайскую фурнитуру видел только на картинках. Работаем на 95% на Зигении, 5% на Мако. Это к вопросу, кто на чём работает.
-
Если весь вопрос в штапике наружу, то, честно говоря, не вижу проблемы. Кому надо проникнуть в помещение - и так проникнут, не снимая штапик.
-
Редкая сволочь cмогла так уничтожить великий Schüco...
-
2
-
-
На Стройсибе наб-челнинская компания показывала ноу-хау - доводчики в дверных петлях. Меня впечатлило. Правда, пока у них идут натурные испытания. Они шли прямо на выставке. Обещали весной пустить в серию. Еще там есть ограничения по весу.
Ага, было дело. Только эти петли как топором рубленные. Какие-то угловатые, громоздкие. Никакой эстетики. У европейских компаний прослеживается тенденция к минимализму вплоть до скрытых петель, а Россия "хреначит" петлю в полдвери размером.
-
Т.е. Вам не хватает одного параметра? Который позволит округлять длину и/или ширину с определенным шагом?
В примитивнейшем виде - да.
-
А что значит "шаговый раскрой"?
Определены шаги. Шаги неравномерные. Шаги по 2-м измерениям. Материал один единственный. На склад заранее ничего не режется. Раскрой по дневному заданию. Шаги в зависимости от производственных и коммерческих задач могут меняться, например, раз в неделю.
-
Не понимаю, как вообще использовать этот модуль???
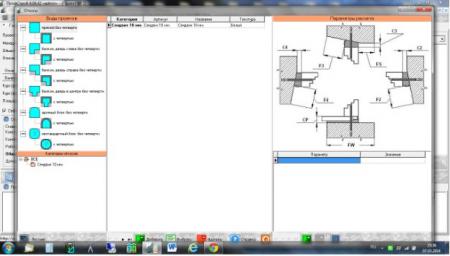
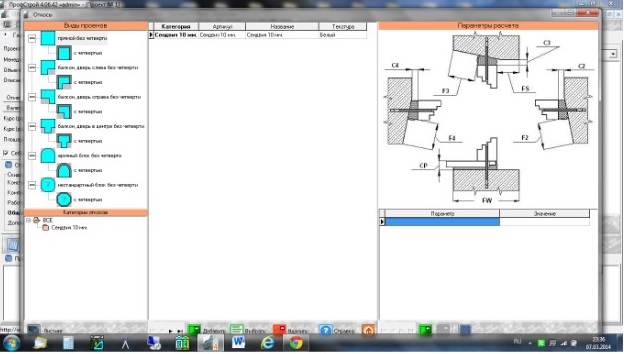
Вот пример: В МЦ внес Панель откоса сендвич 10 мм, затем определил эту МЦ для применения в прямых проемах без четверти:
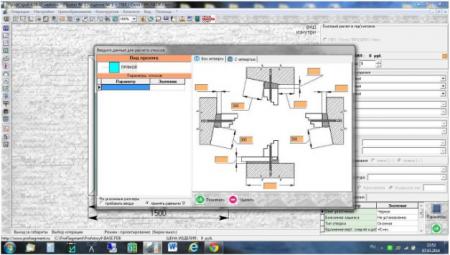
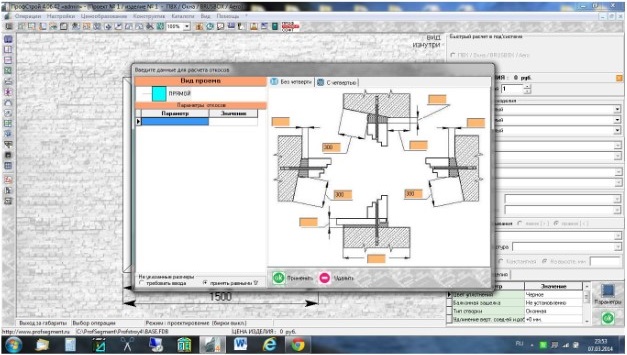
При проектировании окна делаю установку откосов шириной 300 мм:
По моему мнению, программа должна рассчитать кол-во и размер панелей, пошедших на отделку откосов, и где-то их отобразить на вкладке комплектация или еще где-то. Я же у себя их вообще нигде не вижу и более того, у меня даже стоимость проекта не меняется независимо от того, установлены откосы или нет.
Мне кажется, что я что-то не так настраиваю, но что, я не могу разобраться. Инструкции по настройке модуля откосов в программе нет. Додумайся сам, как его настроить.

Или у этого модуля какой-то другой функционал, но тогда его применимость мне вообще не понятна.
В общем как-то так.
Ну, так у вас параметры расчёта откоса-то не прописаны. Тут не то, что программа, тут даже человек не рассчитает по таким данным как у вас. Вот, мол, тебе сэндвич - раскрои отделку. А как её раскроить-то? Какие припуски? От каких размеров конструкции отталкиваться? Справку по модулю почитайте. Вполне доступно написано.
Правда, я все равно не пользуюсь, ибо с шаговым раскроем, работа не предусмотрена.
-
Значит мне везёт)))
Да, нам тоже обычно везёт, но бывает, штапик раскроишь, а через час резина на 1-1,5 сантиметра ужимается. Видимо на заводе машина при протяжке уплотнитель нехило растягивает.
-
1
-
 1
1
-
-
Не наговаривайте. Я в производстве не силен, но, наверное, дело в штапикорезе и может руках сборщиков. Вот одни гаражники пилили штапик торцовкой, прикладывая его к профилю и все было с качеством в порядке, а потом купили штапикорез и теперь у них почти в каждом углу подобные вещи, а штапик с коэкструдированным уплотнителем.
А здесь нужно просто снять штапики и вытащить слегка уплотнитель и заколотить обратно (заодно и пакеты поправить), будет даже небольшой нахлест резинок. Я, например, всегда так делаю при установке, хотя подобных дырок изначально нет. По-моему, на стыках штапиков сколов нет, на 3-й фотографии просто грязь. С подобными импостами жить очень даже можно, да и внутри почти никакой кривизны незаметно. На Plafene, например кромка у рамы скошена и в месте стыка рама-импост паз получается, и никто на продувания не жалуется.
Не наговариваю, а передаю информацию из первых уст, полученную на Стройсибе 2014 в ответ на вопрос о подобных проблемах с уплотнителем штапика на производстве. Ответ был примерно такой: "Да, о такой проблеме знаем, работаем над этим, пока не победили".
-
По качеству резов, нарушению углов похоже, что гастарбайтеры на старых турецких станках собирали.
Допускается перепад между лицевыми поверхностями рамы и импоста не более 1 мм. Если больше - нужно требовать устранения.
Да, точняк. Импост тому доказательство.
-
Импост не вварен, а на колодке или саморезах сидит. Несоответствие плоскостей рамы и импоста в целом влияет на ход фурнитуры и работу створки в целом. Т.к. как раз створочная половина импоста находится глубже, чем рама, то ответные детали соответственно тоже на нём глубже рамных расположены, а значит, при закрывании фурнитура будет испытывать бОльшие нагрузки, да и прижим, возможно, будет недостаточно стабильный по периметру. НО... это лучше, чем наоборот, то есть когда плоскость импоста находится выше плоскости рамы. Ибо в таком случае будет недостаточный прижим створки к раме (положенные 17, 19 мм).
Короткая резинка на штапиках - болезнь ВЕКИ. Обращайтесь к изготовителю окна с просьбой заменить. Дуть не будет, но воздух проходить будет, да и выглядит некрасиво.
На своём производстве штапики меняем, импоста не запускаем до такого состояния.
Чисто теоретически причина кручения импоста или в неверной фрезеровке, или его крутануло вокруг оси во время запакетки глухой части. Тогда можно предположить, что импост с креплением на саморезах.
-
Всё правильно люди советуют.
1. Читать инструкцию по эксплуатации.
2. Поставить новый доводчик, руководствуясь документацией к нему.
Так делать нельзя!
в Стекло и стеклопакеты
Опубликовано:
Не вижу связи. Саморезы в металле 3-х мм в углу - копыто. Что там разгружать? А вот потенциальное продувание по петлевой стороне третья петля устранит.