

servis-roman
-
Публикации
797 -
Зарегистрирован
-
Посещение
-
Дней в лидерах
5
Сообщения, опубликованные пользователем servis-roman
-
-
Привод не родной. У Лисека либо Индрамат, либо Ленце. Все остальное самодеятельность!
Их 3 шт. и, вроде, все одинаковые! Сейчас гляну! Да, все одинаковые! Сбоку шильдик Rexroth MACO на торце Rexroth GEBER ROD.
-
Если сервоприводы Индрамат Экодрайв, то в двигателях стоят батарейки для памяти абсолютного положения.
Привод стоит Rexroth GEBER ROD 429/100 HEIDENHAIN. Неужели из-за одного концевика такая катавасия? Последние новости. Первый загиб не стабилен, плавает размер 64,65,67,68 мм. Гну 2е одинаковые рамки, должны получиться 500Х500. Первая 500,500,500,500. Вторая 496,502,500,501. Первый загиб на обеих 65мм. В корректировках длины последней стороны стояло значение (-0030), теперь пришлось поставить (0000), чтобы как-то было норм. Проверил все ремни, проставил метки - всё в норме. Да вот ещё странность. Каретка приходит в позицию каждый раз по-разному. Я поставил метки позиции и, после нажатия кнопки стоп-потом позиция –каретка, становится на 1-2 мм ближе к узлу загиба. 5 раз нажимал стоп и позиция и за 5 раз каретка сместилась на 6мм с точки отмеченной ранее! Помогайте ребята! Есть какие версии. Может этот грёбанный мотор глючит!?? Гусеничный привод тоже проверил, думал, рамка проскальзывает! Нет, там всё в норме!
Несколько раз сегодня был странный глюк. Каретка дошла до нулевого концевика и начала дергаться вперёд-назад: 1см вперёд, 1 см назад, и так зависла в дёргании. Перезагрузка машины не помогала. Потом само прошло. Нажимали стоп-позиция-стоп-позиция и её отпустило!
-
Ответ: Энкодер абсолютный. Но, видимо, глючный.
Меняй по аналогии с маркировкой.
Машина 91 года. Вряд ли абсолютный. Хотя все манипуляции это подтверждают. Очень интересно мнение.
-
Снял приводной ремень от двигателя на каретку, чтобы проверить состояние подшипников и затяжки шкивов. Когда собирал всё назад, видать провернулся шкив и не попал на один зуб с ремнём каретки. Итог - базовое положение каретки после обнуления сместилось на 8 мм в сторону узла гибки. Шаг зубьев короткого ремня как раз 8мм. Если концевик, который я поменял, отвечает за базовую позицию, то почему каретка поменяла своё положение на ширину зуба? Непонятна логика работы этого концевика. Коснувшись концевика, каретка должна отойти на заложенное в настройках расстояние, а она отходит на 8 мм меньше! Самое интересное, что станок начал гнуть всё в размер! Но не долго. Нагнули где-то 100 рамок четко в размер и затем размер опять поплыл. Копаем дальше!
-
Подскажите, что получилось из этой самоделки?!
Честно говоря, пока ничего. Отказались от этой идеи. Сделали шаблоны на разные рамки с одинаковым расстоянием от края и сверлим дрелью.
-
Доброго дня! Опять проблемка с гнучкой. Началось всё с концевика, находящегося сзади у гибочной головы. Там их два. Один, я так понял, аварийного отключения. а рядом концевик, отвечающий за точку нуля, похоже. Короче, этот концевик залип в нажатом состоянии. Поменяли концевики местами (аварийный и нулевой, предварительно почистив заклинивший). Все концевики были помечены перед заменой и установлены строго в свои места по регулировкам. После этих манипуляций с гнучкой происходят странные вещи. Начальный загиб плавает от 6.4 до 7.2 см. Гнёшь одинаковый размер, а рамки получаются разные! То там +2мм, то -2 мм. Постоянно на стороне соединения размер не стабилен. На рамке 500мм +2мм, на рамке 180мм -2мм. Вроде параметрами последнего гиба подстроишь в размер,2-3 рамки и опять всё поплыло. То высота в минус, а ширина в плюс, то наоборот. Вчера до 23 часов мучал её, а результата так и нет. Может у кого было похожее? Кто, что может сказать? Неужели этот концевик имеет такую точную настройку?? Уже голову сломал, менял концевики обратно - тот же результат!
-
Добрый день! Есть гибочный станок LISEC BSV.Bender. Документы или чего либо нет кроме руководства как пользоваться станком для обычного пользователя. Для оптимизации раскроя используем A+W XOPT. Для передачи данных для станка используется файл в формате *.FIL. В общем-то это обычный текстовый файл, но не можем указать тип используемого материала для гибки и станок по умолчанию берет первый материал. Сейчас в файле передаются все данные кроме типа материала. Неделю копаю настройки и всякие файлы, чтобы хоть к чему-то прицепиться, но никак. Поиск по сети не дал никаких результатов. Пожалуйста, подскажите структуру этого формата или способ решения данной проблемы.
Немного не понял вопрос! Вот наш файл! Попробуйте скопируйте и вставьте в свой файл! Это 16я рамка
1 1300 568 3 16 1 00 0 00 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 000
2 1352 472 3 16 2 00 0 00 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 000
3 694 568 3 16 3 00 0 00 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 000
4 1432 958 2 16 4 00 0 00 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 000
5 1338 831 2 16 5 00 0 00 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 000
6 1338 791 1 16 6 00 0 00 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 000
7 1338 778 2 16 7 00 0 00 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 000
8 1260 750 6 16 8 00 0 00 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 000
9 1432 720 2 16 9 00 0 00 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 000
10 1338 655 2 16 10 00 0 00 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 000
-
Сегодня туда не успеваю, поэтому попросил сбросить фото.
Крутилка на торце штуцера - это винт подачи воздуха, я правильно понял?
А еще что за два винта (нижний явно обломан) в теле цилиндра слева от штуцера?
Воздух из цилиндра травит где-нибудь?? В этих регуляторах скорости стоят обратные клапана(шарики). Они пускают подачу напрямую, а обратку через жиклёр. Они тоже имеют свойства от грязи залипать. Регулировку производи не подачей воздуха, а обраткой. Если шток выдвигается, то регулировать фитингом, который ближе к штоку и наоборот!
-
Вот это да!
А они меня уверяли, что эти крутилки - регуляторы скорости хода в прямом и обратном направлении.
А на самом деле... вот прямо про мой случай:
Одним из преимуществ пневмоцилиндров является высокая — до 1,5 м/с (а в ударных цилиндрах до 10 м/с) — скорость движения выходного звена. При достижении конечного положения, когда поршень «садится» на крышку, развиваются значительные ударные усилия, что сопровождается характерным стуком. Такие удары не только являются причиной возникновения шума, но и приводят к преждевременному износу и даже поломке элементов конструкции. Избежать преждевременного выхода из строя пневмоцилиндра можно путем установки на поршне эластичных (например, резиновых) демпферов (рис. 6.4). Однако такой способ демпфирования оказывается недостаточно эффективным, если имеют место значительные инерционные нагрузки.
В таких случаях применяют пневмоцилиндры двустороннего действия с воздушным демпфированием в конце хода (рис. 6.6).
Рис. 6.6. Пневмоцилиндр двустороннего действия с демпфированием в конце хода
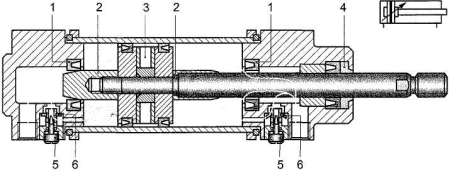
Мое мнение - в пневмоцилиндре убиты манжеты 1. Я прав?
Если да, то это чинится или надо цилиндр новый покупать?
Если с сальника №4 травит воздух то демпфирование №5 работать не будет!
-
Плохо не то, что "ошметками может повредить", а то, что нарушенное заземление вызывает ошибки в работе CANbus.
Уже как год отрезан заземляющий провод в улитке, идущей на голову. Постоянно он ломается и распушается. Про ошибки не знал! Спасибо!
-
У меня GFB работает с 2002, покупался новым. Все серво родные. Слежу за нулевыми проводами, они переламываются. Все остальные кабели до сих пор живы, CAN-BUS пару раз менял. Компании LISEC респект, A_V_N в особенности. Многия лета, Александр Владимирович!
Та же фигня. Стол 2007 года и заземляющий провод постоянно лопается и своими ошметками вполне может повредить кабель.
-
При вашем методе придётся выкидывать остатки компонента А в количестве 1 бочки за 2 месяца да ещё и выкидывать 1 ведро компонента В! Так как ему нет пары! У нас есть проблемы с заказом отдельно компонента А. Не дают нам так! Считают, что мы используем неправильную пропорцию (бадяжим больше белой). И в следствии делаем не качественную смесь и некачественные стеклопакеты, этим портим репутацию производителю полисульфида!
-
Лучше выжимать машинкой, и легче, и отжим более полный.
Одна бочка ком. А(из личного опыта) получается при отжиме 40-45 бочек, при ваших объёмах это 2-2,5 месяца.
При данной процедуре важно соблюдать 2 правила, первое особенно:
1 - Чистота - ни что не должно попадать в бочку - ни при смене бочек, ни при отжиме.
2 - Аккуратность - иначе сами измажетесь.
При несоблюдении 1-ого правила попадёте на кап. ремонт, а там что выйдет(я по деньгам).
В остальном нет ничего страшного, главное соблюдать правила.
Идеал, это "0", но это лишь мечта.
Спасибо! А отжимаете в новую пустую бочку или дополняете полную открытую и приготовленную на замену?? Думаю, если сливать в пустую, то велика вероятность образования пустот с воздухом и в последствии завоздушивания насоса!
-
Самое интересное - кто, как считает? Что такое нормальный (что за цифры, по отношению к чему и т.д.), а что такое не нормальный расход герметика?
У нас расход 10:1 . Остатки Компонента В из мешка ребята выдавливают вручную в новую бочку. Компонент А пока выбрасываем по 10 кг с бочки + прогоняем на выходные. Короче итог: не хватает компонента А где-то 1 бочки в месяц. Раздельно бочки заказать проблематично. ТБМ возит бочки парами, вот и заморочились с этими остатками.
-
Видел устройство из 2-х валов по отжиму пакетов с герметиком, но его почему-то не использовали.
Да, тоже была идея найти валы от старой стиральной машинки! Но где найти древнюю машинку?

-
Доброго дня. Возник вопрос по поводу использования остатка полисульфида компонента А. Суть в следующем- работаем на R/T. Если отрегулировать датчик на пневмоцилиндре так, что бы компонент А выбирало до дна, то завоздушивается насос А. При нормальной работе (без завоздушивания) в бочке остаётся около 10 кг компонента А. У нас объём 15 бочек в месяц и получаем отход 150 кг материала. Может, кто подскажет, можно ли вернуть в новую бочку этот остаток (10 кг) и каким образом это сделать? Естественно, соскребать мусор с плиты в пустую бочку мы не будем. Какова вероятность выхода из строя оборудования после таких манипуляций?
-
Т.е. и железную на самом двигателе, я правильно понял?
Да именно так. Вот номера
342190 шестерня SPUR GEAR TEETH=180 M1 120H7 PA66
00006649 шестерня
00345632 Металлическая шестерня на мотор энкодера! № 2023393
-
У нас было тоже самое! Меняли шестерни по одной- хватало на 1-2 месяца. Теперь поменяли все 3 сразу. Проблема ушла. Уже около года всё норм!
-
Если нет претензий к станку, то лучше не лезь.
Если цилиндр травит(вы уверены, что это цилиндр), то лучше сначала вскрыть, т.к. манжеты могут применяться разные(может стоять одна цельная, а может 2 раздельных) турки могут поставить разные виды.
Разбирал несколько раз и всегда разные манжеты и сальники. Бывают чёрные широкие, бывают синие узкие, бывают чёрные двухсторонние. Передние сальники штока тоже могут быть тонкие чёрные или синие широкие. Стандартные от Камоци и фесто не подходят. Нужно разбирать!
-
Я, конечно, извиняюсь, но оборудование надо "чувствовать", когда ты рядом.
 Не забудьте про 2х минутный ритуал перед началом ремонта, поклониться, напоить свежим лубрикаторным маслицем, перекреститься и в бой!
Не забудьте про 2х минутный ритуал перед началом ремонта, поклониться, напоить свежим лубрикаторным маслицем, перекреститься и в бой!-
 1
1
-
-
Скорее всего на герметике! Встречал подобные соединения резьба с герметиком. Подогреть немного нужно феном!
-
Согласно инструкции производителя, мы требуем смазывать линейку моста (Х) графитовой смазкой, линейку головы (У) спреем Неовал.
У нас не смазана. Думаю, если помазать, то столько грязи налипнет! Шестерня (У) стояли пластиковые. На одной покрошило зубья и поставил металлическую. Шума добавилось конкретно! Заказал пластиковую - буду менять!
-
Bertos - прибор стоит в режиме контроллера.
servis-roman Спасибо. Выставил параметры, стал держать температуру +/- 5 градусов, единственное, ставим теперь температуру больше, иначе на плавит пластик. При установке температуры на 290 градусов, фактически температура на поверхности нагревателя 235 градусов. Раньше работали на 240 градусах.
Читайте инструкцию! Там можно выставить эту погрешность термопары! Не помню, какой параметр! Нужно в вашем случае поставить 55 и прибор сам будет отнимать от 290 55 и на табло будет показывать 235! Ещё проверьте контакты питания на самом нагревателе! Это очень больная тема на этих станках. Выгорают клеммы и контакт очень плохой! Контролер температуры не может стабилизировать температуру. Почистите контакты нагревателя и поменяйте клемки на проводах! Удачи!
-
Как это, почти???
Разница в замене А и В 5-10 мин. Если что-то пойдёт не так, эта разница будет меняться!
Проблема с панелью на BSV-45 1991 г.в.
в Оборудование для производства
Опубликовано:
Как вы думаете, могут быть проблемы с этим приводом?? Может попробовать с гусеницы переставить привод на каретку?? Поменять их местами! ???
Я уже всё перепробовал. Не могу понять! Только что согнул опять рамку 500Х500, а она мне 493, 503, 502, 502 - сразу гну следующую она 500, 502, 501, 500! На первой загиб 66мм, на второй 70мм! Как такое может быть??