-Vektor-
-
Публикации
435 -
Зарегистрирован
-
Посещение
-
Дней в лидерах
9
Все публикации пользователя -Vektor-
-

Диски Freud алюминий/пластик
тему ответил в 4UDO пользователя -Vektor- в Оборудование для производства
viktor24 Не дружище, качество реза автора не беспокоит. А там качества реза нет ;-) Нет в колбасе мяса - особенно если выбираешь меж сортами за 95 руб. и 105 рублей - и смакуешь от того, что в колбасе за 105 рублей химикалии понаваристей. Про какое качество реза можно говорить без СОЖ. Особенно если для человека за 1000 рублей- 5 литров концентрата СОЖи купить экономически не выгодно! Выгоднее диски по 2000-3000 рублей покупать. Rexther - Костя, ты мне еще глаза предложи выколоть, чтоб я не читал ту ересь, что эти люди пишут, ведь из этого "то слово, что нельзя произносить на форуме" пол страны выстроено. И ладно если бы был переход количества в качество, а то наоборот отсутствие качества переходит в полное "то слово, что нельзя произносить на форуме", и они это считают нормально, когда продают эти изделия. И главное сами после этого идут в магазин покупают такую же колбасу из чудо-порошка без мяса, хлеб из сверх-разрыхлителя и инноваций хим. промышленности, пиво, изготовленное из "Зуко" и прочее "качественное питание", сделанное такими же их "единомышленниками" по цеху экономии, а потом ноют, что в стране все плохо. P.S. Ты им дай волю, они еще зубов на диски в два раза больше добавят, чтобы алюминий пилить. И самое смешное, большинство из них уверено, что земля имеет форму шара. -
Диски Freud алюминий/пластик
тему ответил в 4UDO пользователя -Vektor- в Оборудование для производства
Грек А я не рекламирую марки и диски (и не продаю их в розницу, пока продаем только дилерам и возим для них), да и не утверждал, что какие-то диски хорошие, я писал, что диск подбирается исходя из параметров материала. Любой рез формируется из 4-х параметров: 1. Обрабатываемый Материал. 2. Станок. 3. Смазка (СОЖ). 4. Инструмент (диск). То есть сами понимаете, что играя этими четырьмя параметрами можно добиться идеального реза, либо компенсировать недостачу одного параметра завышением другого параметра. Вот оно и вся формула. А дальше вы уже выбираете, от чего хотите отталкиваться. Дешево и сердито, то лучше Атаки ничего нет. Накупил их и меняй регулярно, на кругу дешевле получится в пару раз, чем мега хваленые марки. По поводу, кстати, экспериментаторства идея посетила, насколько понимаю, ЧУДО он брал "Атаку" с маркировкой для Алюминия и пластика арт. 8077950, а вот если взять Атаку с маркировкой 8078270 для ЛДСП И ЛАМИНАТА, по параметрам она та же, но с разницей в первом случае - ширина зуба 2,8, а во втором 3,0. То есть напайка больше на 0,2 мм. И попробовать резать, рез по идее будет чуть грубее, но уменьшится нагрев, и увеличится срок работы. Это чисто теоретическая выкладка. На сколько теория верна самому интересно, теоретически процентов на до 20-30% по моим прикидкам должен увеличиться срок службы. -
Диски Freud алюминий/пластик
тему ответил в 4UDO пользователя -Vektor- в Оборудование для производства
Есть такое дело. Понимаешь дружище, в чем проблема, нет духа исследования, поиска технического вопроса, этих маленьких фишек, которые делают прорывы, стало сплошное «потреблядство». Раньше задай вопрос, какой диск взять, начнется обсуждение тех. стороны параметров углов и т.д. Битвы умов, но не без оскорблений конечно и такое было. Но все-таки информации вагоны. А сейчас сидим и выбираем между сортами отходов,..................... А в округе толпами роятся специалисты по "эффективным продажам" и с видом профессоров учат, как все подряд продавать людям. Противно, да и только. Принято. -
Диски Freud алюминий/пластик
тему ответил в 4UDO пользователя -Vektor- в Оборудование для производства
4UDO Буду краток. Зовут меня Борис. 1. Насмешки получили за некорректное сравнение "Атака" и "Бош" и нежелание понимать элементарные вещи. Что при одинаковых критерия сравнения "Атака" выигрывает у "Бош" как по качеству реза, так и по цене. "Атака" это единственные диски из дешевых, при этом доступных в большинстве магазинов дисков, которые можно отнести к сегменту профессиональных, да их стойкость не лучшая. Но на 1 диск Бош можно купить 3-4 диска "Атаки" (которые в совокупности прослужат в два раза дольше). 2. По поводу Корвета, я не шутил, в вашем случае это будет достойной заменой Бош. И про FIT, кстати, тоже в вашем случае и FIT более чем. Не шучу. 3. Нет, это не дорого, мягко сказать вы выбираете между дешевыми сортами сигарет. И кичитесь тем, что можете позволить себе курить "Пегас". Курить "дымок" или "Пегас" это ваше право, но коль вы решили ползать на данном уровне, то я бы рекомендовал вам курить "самосад", по крайне мере и дешевле и экологически чистый продукт, выращенный своими руками. 4. Я вам пытаюсь донести, что вы недоработали тему, за деньги, потраченные на диск БОШ или Фреуд, можно купить нормальный профессиональный диск с правильными параметрами под алюминиевый профиль и мягкостью реза. Да пускай он будет не именитой фирмы, но он будет лучше в разы того ширпотреба, что вы сейчас используете. И то, что вы пишите про диски фреуд как триумф технической мысли на вашем производстве, которым вы прямо желаете поразить софорумцев. Я вижу в этом Вашу техническую не доработку. Больше скажу, меня печалит то, что при таком обилии пильных дисков в интернете и при такой информационной открытости как сейчас, вы умудряетесь выбирать НЕ ТО .... -
Диски Freud алюминий/пластик
тему ответил в 4UDO пользователя -Vektor- в Оборудование для производства
4UDO Слов нет, возглас восхищения, тут люди градусы для заточки ловят, СОЖи разные испытывают, заточки какие-то мудреные, легирования различные, ИЩУТ ОПТИМАЛЬНЫЕ ФОРМУЛЫ ПОД МАТЕРИАЛ, а у тебя разбег плюс минус километр хорошо. ___________________________ Опять же 300 мм это много, достаточно и 250 мм,- издержки уменьшаем, а сэкономил, значит заработал! Опять же диски дешевле, а на угловых ускорениях выигрываем на чистоте реза, и уменьшаем колебания за счет сокращения диаметра, увеличиваем твердость тела диска, то есть, убираем боковые отклонения, а также увеличиваем скорость подачи на материал, уменьшая шаг атаки (термин такой умный из книжек по резу). Одни плюсы, ни каких минусов, а всякими СОЖами и какими-то заточками пусть эти ламеры пользуются из оконных компаний конкурентов, они-то не понимают сути оконного процесса. Все по старинке работают. ............................ -
Диски Freud алюминий/пластик
тему ответил в 4UDO пользователя -Vektor- в Оборудование для производства
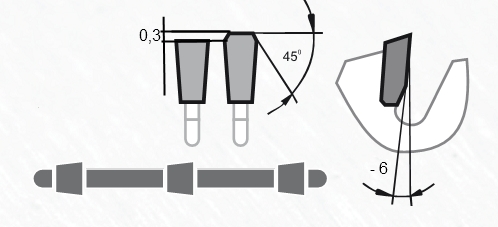
4UDO Дружище, перечитай еще раз, ты пишешь, по сути: "Лоханулся и взял диски от Атаки для раскроя листов и прутков, попробовал их приспособить для резки алюминиевого профиля - не получилось, поэтому Атака плохо! Купил Бош - от мултиматериала, получше, я счастлив, и вот наконец приобрел и попробовал Freud для пилки алюминиевого профиля - хорошо". По-русски звучит примерно так: "Пробовал на карачках сто метровку проползти - плохо, попробовал пройти на ногах, но задом, уже лучше задом ходить хорошо, пробовал вперед и шагом, пока это лучший способ преодоления сто метровки". Так потихоньку научусь бегать ;-))) Ну, а то ж, вот я тебя и спрашиваю, нахрена брал кувалду-то гвозди забивать? То есть нахрена брал пилить профиль алюминиевый диск для раскроя листов и пилки прутков? Я пример тебе с 210 мм диском привел, как с самым распространенным типом дисков - по поводу 300 та же фигня. Тем более у тебя не 300 идут, а 305 (на твой БОШ), а Атака таких не делает. Опять пытаешься впихнуть не впихуемое? Не найдешь, у тебя посадка 32 мм, а Атака только 30 мм делает. Уменьшить количество зубьев. Увеличить стружколом. На Кабане AA-1010 твоем с фронтальной подачей под эту задачу бери 96 зубов (а может и меньше), и заточка - 6 градусов негатив. Родные, которые рекомендует Кабан(по паспорту станка) на 120 зубов не пойдут, под данную задачу. Заточку смотри обязательно типа такой (по европейской терминологии HZN, но HZN не до конца верно, там разница меж зубами 0,15 мм по высоте, а надо чуток поболее 0,2 или 0,3 мм по моим прикидкам. Вот рисунок смотри, там верно нарисовано. P.S. Кстати, почитал справочники и каталоги - и ведь не поверишь, нет не хрена рекомендаций по резу алюминиевого профиля, не по скоростям, не по углам заточки, не по форме зуба!!!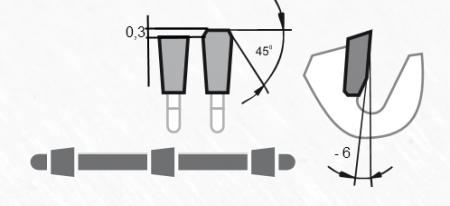
-
Диски Freud алюминий/пластик
тему ответил в 4UDO пользователя -Vektor- в Оборудование для производства
1. Диски Бош - хуже ---------- я не видел! Особенно, если их использовать для алюминия. Можно вопрос, вы в школе учились, школьный курс математики помните? Атака с маркировкой "диски для алюминия" продает именно для резки и раскройки алюминия, то есть для раскроя листов и резки прутков. То есть если у вас пила использует диски 210 мм, то для раскроя листов используется 48 зубьев. А для резки Ламината и Пластика нужно 60 и более (чтоб не заминал тонкий алюминий и не колол ламинат и пластик). Разницу понимаете? В одном случае мы должны убрать налипание на диск при вгрызании в большой массив материала, поэтому зубьев 48, другом мы должны сделать чистоту реза, и делаем это увеличением количества зубьев. Далее БОШ не продает диски для алюминия, они продают диски для мультиматериалов (в список которых входит и алюминий). То есть некий универсальный диск, которым они предлагают пилить и ламинат, и пластик, и алюминий. Так, что ____________________ - проверьте количество зубьев на БОШ, и станет все ясно. Вы используете диски БОШ с характеристиками для пилки Ламината, но применили для резки профилей из алюминия. Другой вопрос, что Атака как таковой не делает нормальных пильных дисков для Ламината (210 на 60, а делает 210 на 48) и пытается почему-то сунуть в этот сегмент диски для распила Алюминия. (Вот в подтверждения моих слов http://www.ataka.ru/...ki-po-laminatu/) Не надо сравнивать несравнимые вещи. Лучше Атаки именно для резки Алюминия нет ничего - они лучше всех подобрали зубья и угол заточки, а также у них копеечная цена за данный диск в 500-600 рублей! В вашем случае подошли диски для Ламината, так как они ближе по параметрам, но это не диски для алюминия, а диски от ламината. ___________________ Ибо по сути надо вам надо было найти нормальные диски для Алюминия с правильным количеством зубьев на ваш диаметр - для распила алюминиевых профилей!!!! 2. Бош сам не производит диски, он их перекупает и ставит свое клеймо - также как и большинство электро- и просто инструмента, который идет под маркой БОШ делается не ими, а другими компаниями. При этом один и тот же продукт могут выпускать разные компании производители. Бош в данном сегменте - продажники, работают от объема, то есть покупают объемами (заказывают большую партию однотипных товаров) за счет этого сбивают цену у производителя. Поэтому у них универсальные диски подо все (мультидиски) - для выпуска серии. Но диски БОШ это, извините меня, ширпотреб и не более. 3. По поводу фреуда - компания специализируется на дисках для дерева, алюминий не их конек. Я бы сказал, они также далеки от алюминия, как Ваз от гонок Formula 1. Но согласен, после Bosch и Freud покажется болидом от Mc.Larens. 4. Опять не понятно, на каких пилах пилите - с фронтальной, нижней или маятниковой подачей? Какой конкретно материал? Используете сож? и т.д. Но судя по тому, что вы покупали Атаку и Бош, то брали эти диски на строительном рынке_______________________? P.S. Вам __________ надо _____________________ разобраться в технических параметрах - там все элементарно, как в математике за 3-й класс. А то путь до правильных дисков займет много лет пытливых экспериментов за счет бюджета компании. -
Заточить косые диски для подрезки ножки штапика
тему ответил в Dan-K пользователя -Vektor- в Оборудование для производства
mechanic02 На сколько понимаю, у вас штапикорез ручной Haffner, который режет одним диском сначала туда, а потом в обратную сторону. Проблема в том, что ваши заточники не могут поймать шаг заточки. Математику вспомните 175:68=2,5735, то есть шаг надо выставить 2,5735 ....при этом идет заточка WZ. Учтите также, что заточку они производят по одной грани, и что Karnasch делает небольшие напайки для заточки (поэтому заточники всегда кривятся при заточке дисков karnasch - напайка маловата). Поэтому рекомендации такие. 1. Найти нормальный заточник с оборудованием не ручным, а автоматическим аля Lakfam. (в Самаре есть такие у компании Тасей - занимается этим вопросом Виталай, он как раз и специализируется на заточке такого эксклюзива и именно такие диски точит). Либо ищите у себя в регионе, но ищите от наличия оборудования, заточить можно только на ЧПУ станках и, то не на всех, либо на определенной группе автоматических станков, самый популярный из которых в России Lakfam. 2. Отойти от дисков Karnasch, и поискать более дешевые варианты, без возможности заточки. P.S. Заметьте, я говорю как есть, в минус своим личным интересам, так как, мы являемся поставщиками товаров Karnasch в России. -
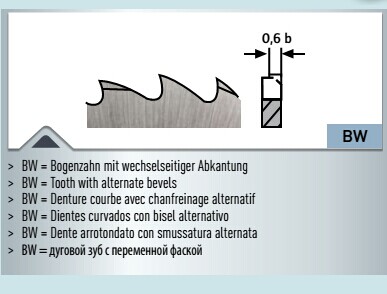
Рекомендации по выбору дисков для штапикорезной пилы Brogen OCKM: И так, если откинуть марки и производителей - потому что извините вопрос "какой производитель лучше?", имея самый дешевый штапикорез в сегменте - спрашивать не корректно. Ибо хороший производитель под ваше чудо специально диски не делает. Поэтому рассматриваем тупо техническую часть и берем исключительно по техническим параметрам! Принципиально есть два типа пильных дисков для вашего штапикореза - диски c 1. твердосплавными напайками из HM и 2. из быстрорежущей стали HSS. В вашем случае станок Brogen OCKM один из самых дешевых в своем сегменте, так сказать мега эконом, поэтому жесткость валов оставляет желать лучшего. Нужно компенсировать низкую жесткость (компенсировать биение диска из-за низкой жесткости вала) количеством зубьев, то есть берем Вариант HSS, вариант HM и за ограничения на диаметр не подойдет. Он для немецких штапикорезов, а не для вашего. Сразу говорю, беря HSS, мы делаем более мягкий рез, но теряем в долговечности работы диска (срок службы у HSS значительно меньше, чем у HM). Но еще раз повторю, в случае со станком Brogen OCKM - HSS и, ни как иначе. - основные диски, которые большие 200 мм, рекомендую брать с заточкой HZ z=180!! - если нет таких у вашего поставщика, то можно заточку BW с z=160 - это наверняка есть у вашего поставщика. По дискам подрезным с 45, мое мнение вообще всё равно какие брать.

-
ichu Эту страну невозможно победить!!! Я знал, как появились "пильные фрезы Dress", слышал от "мутищенской специлистки", что под на родной проведал фрезы из 4х дисков, но Авис всех переплюнул. Пойду к слонику, дорисую крылышки, ибо если есть двухголовые штапикорезы, то значит, слоны летают, а у меня он по земле ходил... недочет ... и фон сделаю розовый.
-
Лучше всего диски ОАО "ВСМПО" - это признанный факт. Еще ОАО "Уралвагонзавод" неплохие диски делает. Проверенно на его дисках до Берлина доехать можно и обратно. Отсыпьте мне тоже колес, какие у вас, а то меня уже танки не плющат. А вы вижу, видите мир в ярких измененных красках, хоть на пару будем двухголовые пилы на штапик видеть. Кажется, я начинаю понимать, как появился наш славный Российский герб.
-
Помогите подобрать сверла
тему ответил в berk773 пользователя -Vektor- в Оборудование для производства
berk773 Mecal говоришь... фотки выкладывай своего чуда, может, помогу на старых дрожжах так сказать. Позвоню тому, кто на Проплексе этим занимался. Он, правда, уже в другой области лет так 7-8 работает, но в аське весит, может, вспомнит. -
Заточить косые диски для подрезки ножки штапика
тему ответил в Dan-K пользователя -Vektor- в Оборудование для производства
Господа объясняю проблему и ее решение: Есть два типа дисков для штапикорезов: HM-диски с твердосплавными напайками, обычно в напайках используется Вольфрам Кобальт 10% (данные диски используют на немецких и итальянских штапикорезах). HSS-диски из быстрорежущей стали аналог российского P6M5(используют на турках). Вы используете 95 мм (Кабан), 100 мм (ослик) или 110 мм (илмазик). Ну, так вот HM - диски ставится от 26 до 36 зубов на данный диаметр, больше физически не влезет! А на HSS- диски ставят 60 или 80 зубов, иногда даже 90. И компенсируют ими кособокость вала и делают мягкость реза, но жизнедеятельность данных дисков как у пилы ножовки не велика. И так разберем на примере Yilmaza Ck-410 или 411 подрезные диски, которые имеют 110 мм в диаметре и 45 градусов скоса и 5 градусов заточки. На универсальных заточных станках и станках полуавтоматах-автоматах, поймать шаг 110 мм на 60 зубов или 110 мм на 80 зубьев, или не дай бог 110 мм на 90 зубов - да еще 5 градусов заточки, не реально. Даже лучшие польские станки Lankfan полуавтоматы и автоматы не поймают 45 градусов на 110 на 80, да с углом в 5 градусов - а это лучшее, что есть или может быть у большинства заточных фирм. Поэтому данные диски можно затачивать только на ЧПУ станках и не на всех, а стоят они о-го-го, и не окупятся в городе Энске. То есть шансов найти заточку для ваших дисков в ваших городах мало. Насколько интересно крупным заточным компаниям возиться с 1-м комплектом HSS дисков, тоже объяснять не надо. Так, что, по сути, вы покупаете одноразовые диски. Без реальной возможности заточки. Они не отказываются точить ваши диски, они просто не могут заточить ваши диски!!!! Отсюда вывод, хотите точить у себя в городах, покупайте HM диски, хотите одноразовые диски покупайте HSS . Тем более цена вопроса примерно одинакова. А вот дальше плюсы и минусы дисков HSS vs НМ - можно разбирать долго, с криками, соплями и взаимными оскорблениями, но это, пожалуй, надо создать другую тему. Леонардо А ты, комрад, какие точишь диски, ты скажи не ради рекламы, чем пользуешься, интересно какими дисками пользуются профи? Dan-K Напиши, какие диски берешь и под какой штапикорез, ибо может их не точат потому, что они одноразовые реально. 1. Марку штапикореза. 2. Диски какой марки берешь. 3. Количество зубьев. P.S. Пришлось и мне уже с вами разобраться в пилах и пальчиковых фрезах, где какие диски и для чего. Буду софорумцев консультировать. У нас в пром зоне (где производство наше стоит по цулагам) оказалось, есть и алюминщики, и куча деревянщиков, и рядом оконщики - пил различных куча, есть, где развернуться в реалии, а не на бумаге. -
Какой соединитель импоста на Gutwerk 70
тему ответил в -Vektor- пользователя -Vektor- в Оборудование для производства
Valt Мойша, ви вообще думаете што говорите?? Твой дедушка Беня два раза отрекся от такого внука, услышав эти нечестивые слова, и перестал подмигивать со ста долларовой банкноты!!! Ночью спать ложатся те, кому чуть свет на работу, то есть те, у кого образования нету и добывают свой хлеб тяжким физическим трудом. Эх вот учишь тебя, учишь, время на тебя тратишь, а ты дядю Борю спать посылаешь...ни какой благодарности и уважения к возрасту... молодежь, что с вас возьмешь. .... -
Какой соединитель импоста на Gutwerk 70
тему ответил в -Vektor- пользователя -Vektor- в Оборудование для производства
Valt: "Пачему ты свэгда ко взим придераешча? Патамушта мы такия простыя луди?" -
Какой соединитель импоста на Gutwerk 70
тему ответил в -Vektor- пользователя -Vektor- в Оборудование для производства
to ichu: Не поверишь, сидел сайт редактировал и подумал Gutwerk_58. Какой соединитель используется, знаю - шаблон делаем под него, а вот на Gutwerk_70-ку, что-то не знаю какой. to all: Мне интересно, что молчат господа с Профайна?! А то, как фотки наши брать с нашего сайта и в свои каталоги вставлять - так вы, пожалуйста (хотя там копирайт запрещающий копирование стоит). Как сводной таблицей нашей пользоваться так вы тоже первые, а как данными поделиться, так мы упорно не замечаем темы. Может совесть-то проснется, не все же в свою сторону грести-то, может и с людьми поделиться стоит? -
Приветствую, форумчане. Вот посетил меня в три часа ночи, есть такой профиль профайновский, GutWerk 70. Импост GutWerk 70 арт.7392 у них свой, а вот рама повторяет контур KBE 70, отсюда вопрос переработчикам, какой туда соединитель импоста засунули от KBE 70 арт.380 или какой-то новый ввели??
-
Фрезы для профиля ПВХ - нужен совет.
тему ответил в VITOSLAVVV пользователя -Vektor- в Оборудование для производства
Нельзя так делать, если сделать шаблон (кондуктор) для напильника под торцовку импоста, то опять получится Урбан!!!! То есть опять не как у всех, а через из-под выверта получится, а нам надо как у всех. Дабы данная технология была массовая и доступна широкому кругу переработчиков, начиная от гаражей-ракушек заканчивая обладателями больших крупных многоподвальных гаражей! -
Фрезы для профиля ПВХ - нужен совет.
тему ответил в VITOSLAVVV пользователя -Vektor- в Оборудование для производства
Вниз. А на 4-й и 5-й подвальные этажи поставить на сборку специалистов из Таджикистана. Кстати как недорогой и, весьма, эффективный вариант можно еще использовать полотно от ножовки - как инструмент для торцовки импоста, и напильник для тонкой зачистки рам и створок. При этом надо обязательно задействовать специалистов с четвертого и пятого подвальных этажей, ибо без них никак не возможна реализация данного инновационного решения. И главное не забудьте про то, что идея принадлежит мне. Завтра же побегу, патент сделаю. Да и не забывай про патентную чистоту, ставь биотуалеты на цокольных этажах, а то специалисты из Таджикистана наставят на окна значков всяких и закорючин. Даже плакат вижу как наяву "Зачистил окно - помой напильник!". -
Фрезы для профиля ПВХ - нужен совет.
тему ответил в VITOSLAVVV пользователя -Vektor- в Оборудование для производства
Конечно же имееться такая фреза которой можно зачищать все профиля она называеться Mill Disk HSS-E ( HSS co 5% или 8%) , количество зубьев зависит от станка. И ставиться она на CNC(ЧПУ) станок. Им как раз все можно зачищать. Хочешь кбе хочешь рехаву, а хошь веку..и даже ситилюкс чистить хорошо...все чистить можно и даже улицу можно чистить если приспособить к станку метлу. P.S. Вот такая же "специалистка" из Мутищ сегодня искала фрезу на "испанский" проведал P400 - 4-х дисковую, и утверждала о том, что знает что говорит ибо у нее проведал - "чисто испанский" . Даже последний алюминщик в Мухосранске знает , что родной испанский проведал P400 обрабатываеться 3-мя дисками, а четырьмя дисками обрабатываютсья аналоги. А ей нужно было четыре , причем это специалистка искала испанскую фрезу - ибо ей сказал такойже "специалист" что испанская фреза "хорошо чистит" проведал , не торцует, а чистит. Головы им чистить надо, для таких вот как они выпускает компания "проктер эн гембл" прекрасный продукт туалетный утенок, сначало им пускай пользоваться научаться потом на форум пишут. Сегодня прямо день: "Триумфа идиотии" ! Предлагаю ввести новый термин на форуме "мутищинский специалист" - который будет отображать высший уровень не компетентности в профессиональном вопросе в сочетаниии с заявкой на претензию звания профессора в данном области. -
Фрезы для зачистки рам, помогите определить вид
тему ответил в Нaтали пользователя -Vektor- в Оборудование для производства
Странно, я вроде никуда не пропадал - все дозваниваются. 1. Первая фреза створка происхождение Турция от КБЕ подобного профиля - 58 мм. Створка. Производитель - AKSU Bysak. 2. Вторая фреза створка происхождение Украина от KBE подобного профиля - 58 мм. Качество не очень фотки. Но думаю, это делал завод механик. (Судя по характерному занижению на нижнем блине). Логотип, кстати, на ней с другой стороны. Переверните на другую сторону и увидите логотип производителя. P.S. Да и еще обратите внимание, что если турецкая фреза под станки правого вращения, то фреза ЧП Механик левого вращения, то есть под немецкие и итальянские станки. -
Yilmaz DK 502. Сваривает раму не в размер.
тему ответил в Whatwhat пользователя -Vektor- в Оборудование для производства
Давайте по порядку. 1. Профиль, какой? Название и естественно толщина стенки. 2. Какая Пила стоит? Чем пилите профиль? Проверяете ли длины после пиления? Пилите в 1 или 2 хлыста. 3. Проблема, описанная выше, имеет постоянный стабильный характер или она плавает от смены к смене? 4. Вы цулагами на рамы пользуетесь? И вообще пользуетесь цулагами (говорю серьезно, ибо многие на юге не знают, что такое цулаги)? Если да то, какого производства. (Фото цулаг для общественности). Цулаг рамы и цулаг створки. И как правильно заметил наш коллега, обязательно фотку сварного шва выложите. -
urban sv 305, разукомплектован. Нужна помощь
тему ответил в ɐ ʚ ʞ ɔ о W пользователя -Vektor- в Оборудование для производства
ɐ ʚ ʞ ɔ о W Дружище, вы как запустите его в строй, и он начнет делать окна на радость поселянам, не сочтите за труд, напишите, во что вам встал общий запуск (во что обошлось восстановления сего чуда). Да и учтите, что к этому станку еще один неприятный момент прилагается (подводный камень) - у вас вал крутится в левую сторону и на валу шпонка. Так что, помимо восстановления при заказе инструмента обязательно указывайте, что у вас станок левого вращения и со шпонкой на валу. А это эксклюзив, и фрезы можно ждать пару месяцев по факту. -
Новые пилы ломают профиль
тему ответил в EugeneII пользователя -Vektor- в Оборудование для производства
Дружище из Харькова. По поводу ваших метаний. Вы меня извините, но вы развели срач на три поста и под конец выдали: Вы знаете мил человек, но вот этот параметр вы должны были первым делом проверить! Вопрос снят, Вы сами на свой топик ответили. Уважаемый, Вы створку в один хлыст пилите или в два? Если распил профиля на пиле в один хлыст, то цулаги не нужны. Если распил профиля на пиле в два хлыста, то цулаги нужны, и никаких иллюзий. И ни каких больше "я считаю", чтобы от Вас не исходило. -
Настройка сварочника YILMAZ DK-502
тему ответил в berk773 пользователя -Vektor- в Оборудование для производства
Красиво выложил, самому аж приятно смотреть. Это нашего производства цулаги Novotex тебе поставил.