

userdb74
-
Публикации
224 -
Зарегистрирован
-
Посещение
-
Дней в лидерах
1
Сообщения, опубликованные пользователем userdb74
-
-
Пожалуйста...[/u]
Уважаемый userdb74, могли бы Вы поделиться расстановкой оборудования в Вашем цехе. Очень интересует данная тема, так как под алюминий сейчас выделили примерно такой же метраж. Заранее спасибо.
-
Постараюсь Вам ответить до 22 октября. Сломался бук, пишу со смарта.Уважаемый userdb74, могли бы Вы поделиться расстановкой оборудования в Вашем цехе. Очень интересует данная тема, так как под алюминий сейчас выделили примерно такой же метраж. Заранее спасибо.
-
И все-же пылесос рекомендую, а СОЖ само собой обязательно.
-
Всем спасибо за участие! Связались с производителями - ответили, что проблемы с контроллером, ремонту не подлежит. Так что меняем станочек.
Контроллер в этот станок можно встроить практически любого производителя. Необходимо только приложить руки и голову, а то, что там сделано на реле... простите, но это прошлый век и надежность 0 целых и 00 десятых.
-
Однозначно - ламинация.
-
Не надо впадать в уныние, нужно продолжать работать пока есть спрос, Да что нам америкосы....
-
Это стол для сверления отверстий под петли в любом дверном профиле до опрессовки очень удобен, фотку кинул так, навскидку. Кстати тоже был противником пневмошуруповертов, так как сам пользовался электрическим, потом пробовали аккумуляторными, но все-таки пневмо удобней. По поводу кондуктора для ригельной закладной интересно, так как есть своя разработка (завтра выложу фото), но может быть у вас проще... В общем, все интересно.Я по фотке тоже не понял - что это? Что-то поворотное?
Кстати, от пневмошуруповертов голова у ребят не раскалывается? Мы хотели одно время, но так и остались на аккумуляторных.
А что конкретно интересует? Мы, например, изготовили сами (периодически делаем) кондуктора для установки ригельной закладной на стойке. Кондуктор фиксируется на стойке (регулируется под любой артикул), совмещается с разметкой, затягивается. В тело кондуктора устанавливается зкаладуха и прикручивается. Быстро, точно, никаких смещений. Интересно?
-
-
Некоторое время назад решил поделить бригаду на две (каждая берет себе отдельно наряд), т.е. был момент, когда люди решили, что все могут и знают все, и не согласны, что кто-то из них получает больше - результат 0. Одни получили по итогам месяца за 60 тыс. руб., другие едва наработали по 12,5. Попросили вернуть все, как было, только теперь у каждого свой процент от сделки - все довольны, не стало разделения на дешевую и дорогую работу - все в одну кассу.
-
Здравствуйте, народ.
Не поделитесь ли информацией на тему? Очень хочется узнать несколько моментов.
1. Как устроен узел подвески упора на самом корпусе?
2. Какие передачи обычно используют: реечные, винтовые, ременные, тросовые?
3. Как устроен блок управления всем этим хозяйством? Там компьютер стоит или еще что-то?
Теперь попробую объяснить, зачем мне это нужно.
К пиле Кабан АА-1010 хочется прикрутить такой рольганг. Впоследствии еще и угол поворота пилы связать с компьютером, купить программу и получить на выходе пильный центр.
 Но сейчас не об этом.
Но сейчас не об этом.В наличии есть ручной рольганг Ильмаз на 3м, на нем упор передвигается вручную по специальному пазу в профиле рольганга.
Я думаю, если прямо на этот упор навесить мотор, а на сам рольганг прикрутить рейку, то получится вполне себе привод. Надо будет навесить автоматику, чтобы с пульта около пилы задавать любое расстояние.
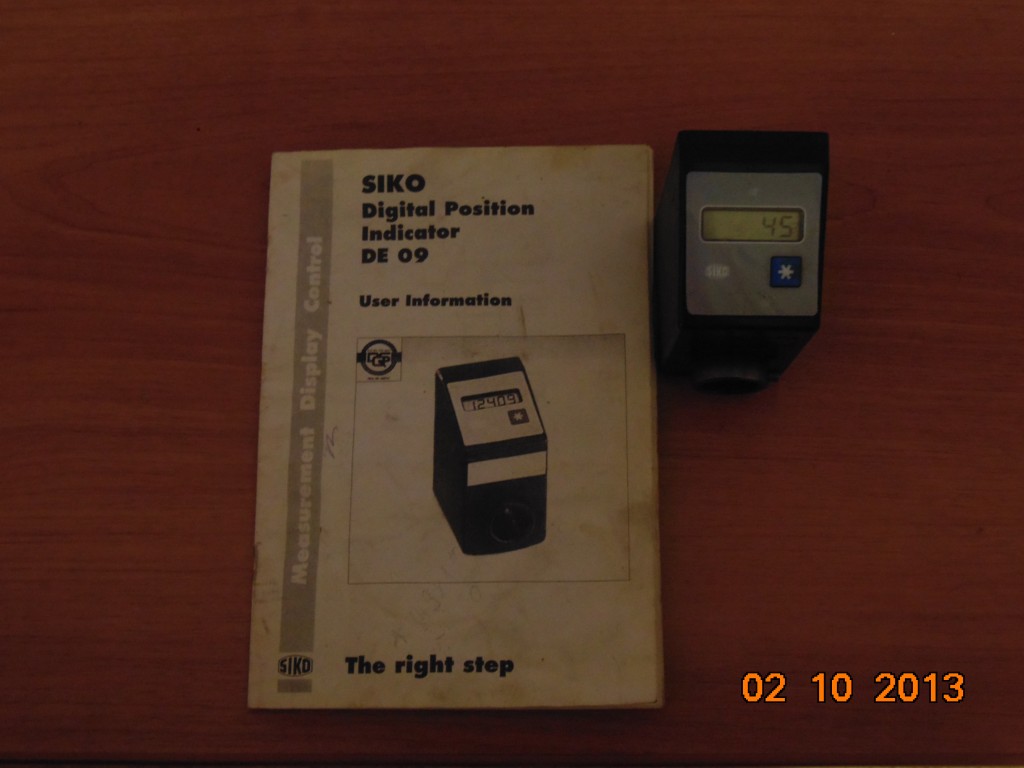
Если честно, то очень хорошая идея! Сам о том же думаю. Есть электронный индикатор положения упора SIKO, есть гребаный илмаз на 3 метра, как все приспособить... голову сломал, очень интересно следить за вашей темой.
-
Народ! Если честно, то я так настроил подсознание бригады, что у меня они вообще не останавливаются - на обед максимум 30 минут и вперед. (Молодцы! Я сам такой.) Сегодня директор попросил притормозить, видимо боится, что устанем....

-
Еще вопрос для всех! Кто-нибудь делал хронометраж технологических операций? Ведь весь производственный процесс состоит в итоге из отдельных операций нарезки, сверловки, фрезеровки и прочих, выполнить которые сами по себе невозможно намного быстрее, чем это практически возможно. А совокупность времени на все эти процессы и есть критический минимум, к которому можно и нужно стремиться по времени производства, без учета прочих расходов времени.
Сдается мне, что вы хотите производительность своих рабочих подогнать под какую-то усредненную планку (на основе показателей других предприятий), а ведь многое зависит не только от расположения оборудования, но и от самого оборудования. Согласитесь, ведь если на каждую операцию у вас будет стоять отдельно настроенный станок, а не предположим копировально-фрезерный, на котором вы фрезеруете под ручку окна, потом под замок двери, потом под дренаж окна или в крышках на витраж и т. д. и т. п. (постоянная перенастройка) зависит время, затраченное на изготовление изделия. Так что скорее причину надо искать в этом ну и плюс к этому каждый работник должен видеть, сколько он заработал за смену и быть заинтересованным в сделке или у вас оклад? Например, у меня вся бригада приблизительно знает, сколько заработали за смену и соответственно ускоряются, чтобы заработать больше.
-
Userdb 74, сколько конструкций в смену Вы собираете?
Ну, например с 26.09 до конца смены 27.09 (смена 8 часов) изготовили 10 окошек кпт74 (4200*1820), каждое из которых состоит из трех отдельных конструкций (грубо говоря, два стандартных окна глухарь-створка + глухарь). Ну и плюсом доделали холодную двупольную дверь утром 26.09, это не считая, что ученик подготавливал закладные для витража кпт74. Ведь с понедельника до пятницы надо отдать 170 квадратов витража, в котором шесть окошек и две двупольных двери.
-
Поделюсь личным опытом. У нас в цехе 4 человека, на пиле бригадир, 2 сборщика со стажем (знают всю технологию и все операции) + 1ученик.
Порядок работы (например, 8 теплых окон, 4 теплых двери).
1. Бригадир смотрит технологические карты, проверяет сроки изготовления, наличие профиля, закладных и т.д. На это уходит минут 15 с утра и поехали...
2. Пилит нижние ригеля рам, отдает под фрезеровку дренажей (ученик, если не хватает закладных, подготавливает их).
3. Пока делают дренаж, пилит все импосты.
4. Пока подготавливают импосты, допиливает рамы.
5. Пока собирают рамы под опрессовку, пилит створки, фрезерует под ручки.
6. Опрессовывает рамы.
7. Пока резинят рамы, навешивают фурнитуру, опрессовывает створки.
8. Пока собирают окна под остекление, спокойно напиливает двери.
9. Бригадир пилит штапик для окон, ученик резинит, двое других готовят двери под опрессовку (фрезеруют, сверлят и т.д.)
10. Опрессовываются рамы затем створки и все "падают" на окончательную сборку дверей.
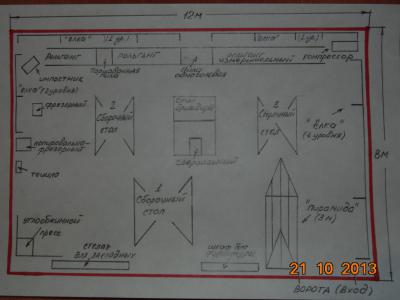
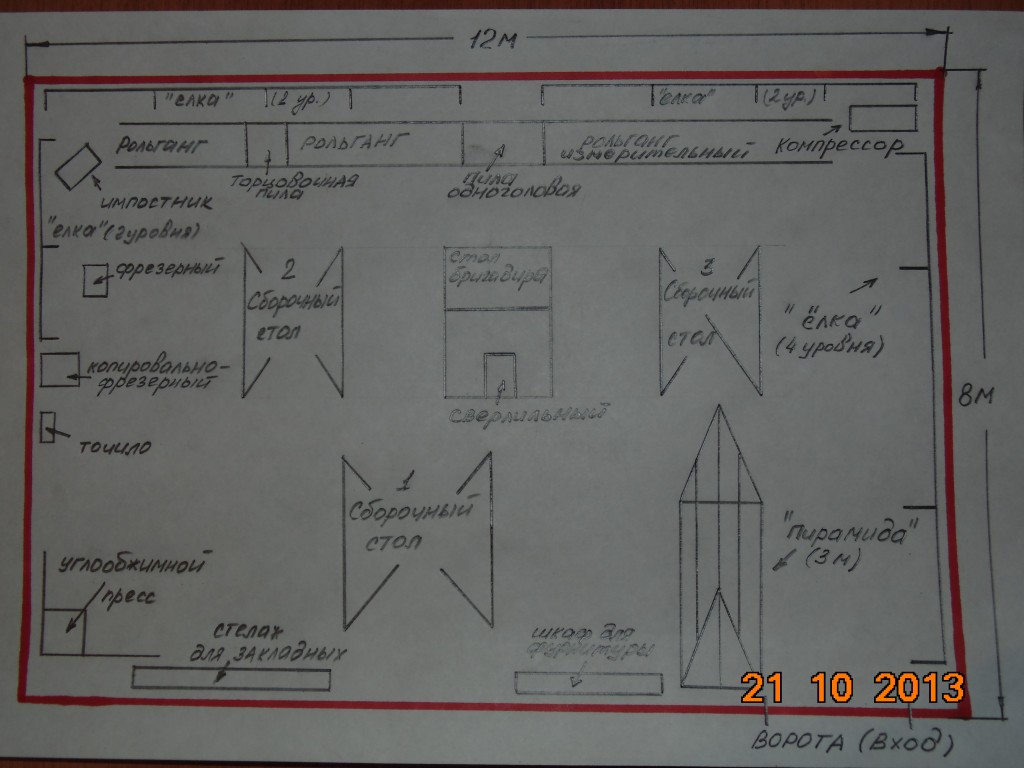
В результате все заняты постоянно, и производительность не зависит от того, чего и сколько нужно сделать, т.е. действительно, как сказал 4UDO, обязательно необходимо каждую смену создавать некое подобие конвейера. К слову у нас цех 100 квадратов и также склад профилей в цехе. Просто правильно расположили станки, "елки" и пирамиду все компактно. Перемещений и лишних движений минимум.

-
 1
1
-
-
С вашим рольгангом вряд ли что получится. Как пользователь этого чуда я могу ответственно заявить, что он годен только для поддержки профиля с другой стороны пилы...
-
Мы работаем с цоколем. Фиксируются так же струбцинами к столу... С закладными проблем нет.
Я согласен, но чтобы поставить закладную для верхней петли, нужна направляющая минимум метра два, да и поймать отверстия чем-то или с кем-то нужно...
-
Но ведь так неудобно вставлять закладные под петли, да и зафиксировать створку в раме с нужным зазором - морока.
-
Жду с нетерпением...
-
Неисправна термопара, наверное, обрыв датчика.
-
Что за станочек? Не могу понять....
-
А чем этот шаблон отличается от родного шаблона системодателя? Я имею в виду тех же Фапим, Джессе, Савио и т.д.
Мне кажется, суть рацпредложения заключается не в шаблоне, а в столе.
Но я вижу во всей этой схеме один просто глобальный недостаток.
В подобном шаблоне диаметр отверстия едва больше диаметра сверла. Разница измеряется десятыми долями мм. Если вы сверлите не так быстро, а как на видео, то все будет нормально, наверное. А если надо просверлить отверстий штук под 30 петель в теплом профиле и на все это уходит минут 40-50, то примерно на 5-6-й петле сверло нагревается и расширяется. Оно начинает заклинивать в шаблоне, шаблон дергает и он царапает профиль. Этому же способствует факт усталости рабочего. На 10-11-й петле он держит дрель не так ровно и происходит такое же заклинивание сверла. В итоге можно очень неслабо поцарапать профиль.
И еще мне показалось, что при переходе с рамы на створку, шаблон немного перекосило, видимо вместе со створочным профилем. Может быть опоры, на которых лежит профиль, не достаточно жесткие? Ну и последний вопрос. Вы какие петли используете?
Мы работаем со всеми производителями петель Savio, Ghesse, Сатурн.
Действительно речь идет как раз о столе и 30 петель за раз не предел. Впрочем, для чего этот стол и разрабатывался. Профиль хоть теплый, хоть холодный неважно Ну, а по поводу усталости рабочего после 11-й минуты... зачем такого держать?
-
Хотел поинтересоваться по каким признакам отличный? Реально можно выточить необходимый пуансон "под себя"? Приходилось такой эксплуатировать?
Да! Именно так, несколько лет работал с таким. К сожалению, сейчас не могу предоставить фото, так как он продан и успешно трудится в другой конторе. Пробивал отверстия под ручку окна кпт74,отверстия в различных закладных кп50, дренажи в прижимках и т.д. Все пуансоны разрабатывали сами, а изготавливали на заказ.
-
Была такая ерунда пару лет назад на некомпланарном профиле, также на створке 7402-1. Наружная и внутренняя поверхности профиля незначительно не параллельны (брак "СИАЛа"). Дефект на изделии неустранимый. Единственное - входной контроль профиля на напиловке (грамотный резчик). Партию профиля изрезали - дальше всё было ок. Поставщику отправили претензию.
Вы правы, но мне приходится работать с профилем после окраски (полимерное покрытие), что подразумевает деформацию профиля после сушки, поэтому все же небольшая доработка пресса и все в норме (геометрия створки нормальная).
-
Вот видите, а на fr222s ничего подкладывать не надо и интересно, что за качество получается фрезой на 8 без сож?



Производительность цеха алюминиевых конструкций
в Оборудование для производства
Опубликовано:
Смотря, что собирать: на моем примере (я работаю с красноярским профилем) фасадку кп 50 можно выдавать по100-150 квадратов в смену, а, например, витраж кпт74 вряд ли больше 40. Очень многое зависит от оборудования, так как идеальным будет иметь станок на каждую определенную операцию (к сожалению, у меня пока что ни так).
У нас смена 8 часов и пятидневка.