

AllBan
-
Публикации
262 -
Зарегистрирован
-
Посещение
-
Дней в лидерах
1
Сообщения, опубликованные пользователем AllBan
-
-
Если честно, то уж сам запутался во всем этом.

Весной предпринимал попытку участия в электронных торгах на ЭТП Сбербанк-АСТ. Пока разбирался с получением ЭЦП, интересующие торги прошли
 . Если в кратце, то обращаешься в специальный удостоверяющий центр акредитованный ассоциацией ЭТП, тебе выставляют счет на ЭЦП, проги шифрования и какую нибудь свою разботку - ПО отображающее интересующие тебя аукционы со всех ЭТП. Открываешь свой счет (или они тебе открывают сами), на котором показываешь деньги, требуемые для обеспечения участия в аукционе. Срок действия ЭЦП - 1год. Как говорил, выше пока со всем этим разбирался аукцион прошел, сезон пришел и интерес к ЭТ пропал.
. Если в кратце, то обращаешься в специальный удостоверяющий центр акредитованный ассоциацией ЭТП, тебе выставляют счет на ЭЦП, проги шифрования и какую нибудь свою разботку - ПО отображающее интересующие тебя аукционы со всех ЭТП. Открываешь свой счет (или они тебе открывают сами), на котором показываешь деньги, требуемые для обеспечения участия в аукционе. Срок действия ЭЦП - 1год. Как говорил, выше пока со всем этим разбирался аукцион прошел, сезон пришел и интерес к ЭТ пропал. -
А ничего что уплотнитель весь в силиконовой смазке?
Кроме коэкструдированного
-
Ещё не забудьте в инструкции написать что москитки во время дождя обязательно снимать надо....


Изучив инструкцию, действительно про москитки ничего не нашел

-
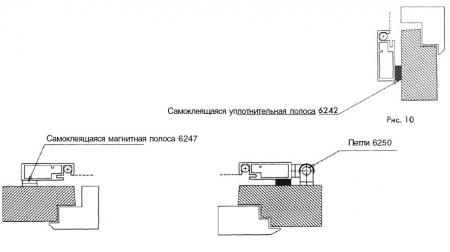
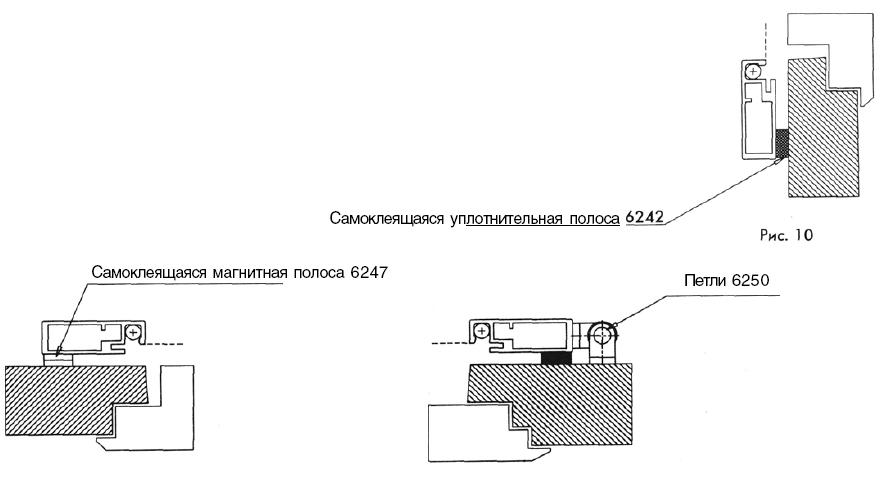
Кстати, тут на ВВЦ увидел стенд с москиткой на магнитиках по периметру. Для дачных дверей очень удобно. Но стенд был сиротой и паспорта не имел (вот идиоты, хоть бы номер телефона пририсовали), за сим где приобресть не знаю. Может кто слыхивал про такое? Магнитики типа как на холодильной дверце, такие немного мягкие, в виде молнии установлены.
Магнитиков на самом деле навалом.. И устанавливаются оные только со стороны ручки, оставшийся периметр проклеивается уплотнителем без магнита.
-
но как? как инженер ОТК и изделия принимает и уголки рвет на стенде? чтоб порвать уголки их нужно сначала напилить, потом заармировать, потом сварить, потом распилить, потом зафиксировать с грузом или динамометром, потом данные зафиксировать на бумаге (не говорит же он вам типа все в норме начальник, поверь мне я же оТК). далее следует уборка рабочего места.
кстати, ОТК это инженер или инженерша? и весь ассортимент... сколько рук у этого умельца и цена соответсвенно какая?
Начнем с того, что у меня инженер ОТК окна не делает, а проверяет качество. Поверьте, у меня есть кому пилить, армировать, варить, а также существует специалист (это она) по перемещению отходов производства в места их утилизации. С доставкой (т.к. сварщикам работать без отмашки ОТК запрещено) и уборкой (наличие в штате специально обученного человека) уголков, к месту их испытания инженер ОТК проблем не испытывает.
Далее, начинается невозможное...
Инженер ОТК, проходит 5 м от стенда остекления
1) Закрепляет уголок (первой по сменному заданию системы профилей)
2) Устанавливает динамометр на 900Н
3) Идет дальше проверять окна
4) Возвращается обратно и убеждившись, что все нормально дает отмашку сварщику.
5) Записывает показания в журнал, который лежит рядом - ручкой которая всегда лежит в кармане.
таким образом на испытания рамы и створки одной профсистемы тратится не более 15 мин.
кстати, ОТК это инженер или инженерша?ИЛИ
сколько рук у этого умельцадве
цена соответсвенно какая?Зависит от кол-ва проверенных окон и кол-ва выявленного брака - не выявила ничего, значит - не работала.
-
Консультации по телефону, это не эффективно и очень накладно, (не только в плане денег, но и в плане времени)...А когда в любой нужный момент перед глазами HELP, это ж совсем другое дело
НЕLP по жизни тут лежит. Справка называется.
-
Доброго всем сезона !!!
Появилась загрузка, появились проблемы с логистикой.
Планирую сделать отчет в СО6 с этикетками для отдела ОТК.
Если окно прошло ОТК то наклеечка клеится на изделие.
Соответственно этикетка должна выводится на каждое изделие кратно количеству.
Если выводить этикетки на элементы то их получается слишком много (на каждый элемент).
Могу выводить этикетки на каждое изделие, но по 1 шт. независимо от количества изделий, как сделать количество этикеток кратным?
Думаю если повесить такой листок с этикетками перед стендом, то ребята будут оперативно возвращаться к зависшим окнам (если такие конечно появились).
Попробуй в Memo прописать [изделие: номер п/п]
-
Уважаемые коллеги!
Встал вопрос о покупке оборудования для резки армирования (толщина 1,5мм). Предлагаются варианты: ленточнопильные станки или станки с отрезными дисками. Помогите, плз, сделать правильный выбор, возможно с указанием конкретных марок станков. Объем резки достаточно большой.
А как Вы пилите армирование на производстве? Если по раскою в размер - диск. Если пачками с шагом - ленточка. Для диска важна мощность двигателя и диаметр диска. С ленточкой заморок побольше. Когда определялся с ленточкой наиболее внятные ответы получил здесь.
-
Ну допустим второй не там поставил импост, а третий не там просверлил шаблоном. Поверьте схема дельная, просто хочу знать как быстро исправить если что-то пошло не так. Ведь мы люди,а не роботы.
Роботы не ошибаются потому, что с детства, как отче наше знают, IF . . . THEN . . . ELSE, а если чего, занют и GOTO и End If. От того насколько, четко Вы, на человеческом языке объясните людям, что делать в случае возникновения того или иного брака, на той или иной операции, будет зависеть время на его исправление. Соответственно, чем меньше партия, тем раньше можно вклиниться с его переделкой.
-
а склад хочу промежуточный ликвидировать. сначала все подготовить для сварки, а варить на одном паяльнике раму на другом створку от одного заказа , и сразу на стол сборочный.
Прежде чем ликвидировать промежуточные накопители необходимо замерить общее время последовательных операций. Тогда все будет Вам ясно. Допустим: сварка контура 2,5 мин, а зачистка контура 3 мин. Как не крутись, а за 1 час 4 контура перед зачисткой зависнут. Ну не в воздухе же им болтаться.
Полной синхронизации потоков рамы и створки добиваться не стоит. В Вашем случае достаточно запускать створку с опережением от рамы на 10-15 единиц. А перед стендом сделать небольшой накопитель для створок. А когда рама сразу со сборочного стола попадает на стенд остекления, то из этого накопителя берется уже готовая створка-навешивается и окошко стеклиться. Ускорение можете получить если сделать партии помельче, т.к. сократится реально время поиска.
-
подбираем 12грамовые автоэмали с кисточкой, производителей коих море.

-
Штрихкоды это хорошо, это у нас есть, будем развивать
Штрихкодов нет. У инженера ОТК, просто печать с логотипом.
А входящая приемка? Как, кто?У нас этим ведает технолог
По операционный контроль,Сами рабочии. Брак разбит "на внутренний" и "внешний".
"Внутренний" до ворот прдприятия, "внешиний" - за воротами.
За "внутренний" брак выявленный на любой операции - никаких взысканий.
Уехало окно к заказчику - выезд мастера рекламационного отдела оплачивает бригада по полной программе. Если необходима допустим переделка, то переделывается сразу в ущерб сменного задания. А за своевременное выполнение сменного задания у нас бонус.
проверка сварных углов на ком?Инженер ОТК, каждое утро. Весь ассортимент.
-
ввели новую табличку, которую получили все цеха, теперь трудятся над отчётами, может есть у кого корректировки? ну или там мысли)
Я бы убрал слово "срочные".
во первых - судя по Вашим постам у Вас все заказы срочные, т.к. отсутствует элементарный УЧЕТ как готовой продукции (стеклопакетов, окон, отливов, м\с и т.д.), так и комплектующих
во вторых - с таким подходом у Вас появятся таблички "Очень срочные", "Очень, Очень срочные" и т.д.
Вы боролись, боритесь и будете бороться с последствиями, пока не устраните причину.
Пусть банально, но - в производстве не должно быть ничего срочного, все должно быть по плану, хотя бы на день.
Откуда у Вас берутся "срочные" заказы? Сами даете не реальные сроки? Менеджеры все без разбора ставят в план? Так разберитесь для начала, что для вашего производства есть "стандарт", что "не стандарт" и объясните менеджерам, что для "стандарта" срок изготовления ...ДНЕЙ, а "не стандарт" ...НЕДЕЛЬ. Для "стандарта" комплектующие должны быть на складе всегда (это вопрос снабженцев), для "не стандарта" комплектующие только под заказ. Понятно, что от редкого погонажа и стекла, остаются какие то остатки, ну сделайте менеджерам еще одну градацию - "по звонку". Если есть материал в наличии, то по "стандартной" схеме, если нет, то "не стандарт".
Начните с учета
-
Всё очень просто, там Euro 70, в России Sib Design.
Да куда уж проще - там 5 камер, в России 3
P/S
- А какого цвета?
- Рассвет видел?
-Да
- Такой же только - зеленый.
-
Остекление какое? Дерево, пластик, алюминий?
А какая разница? Верхний отлив заведен внутрь, значит мостик холода. Влага. А снаружи, как не герметизируй все равно со временем будет протекать.
-
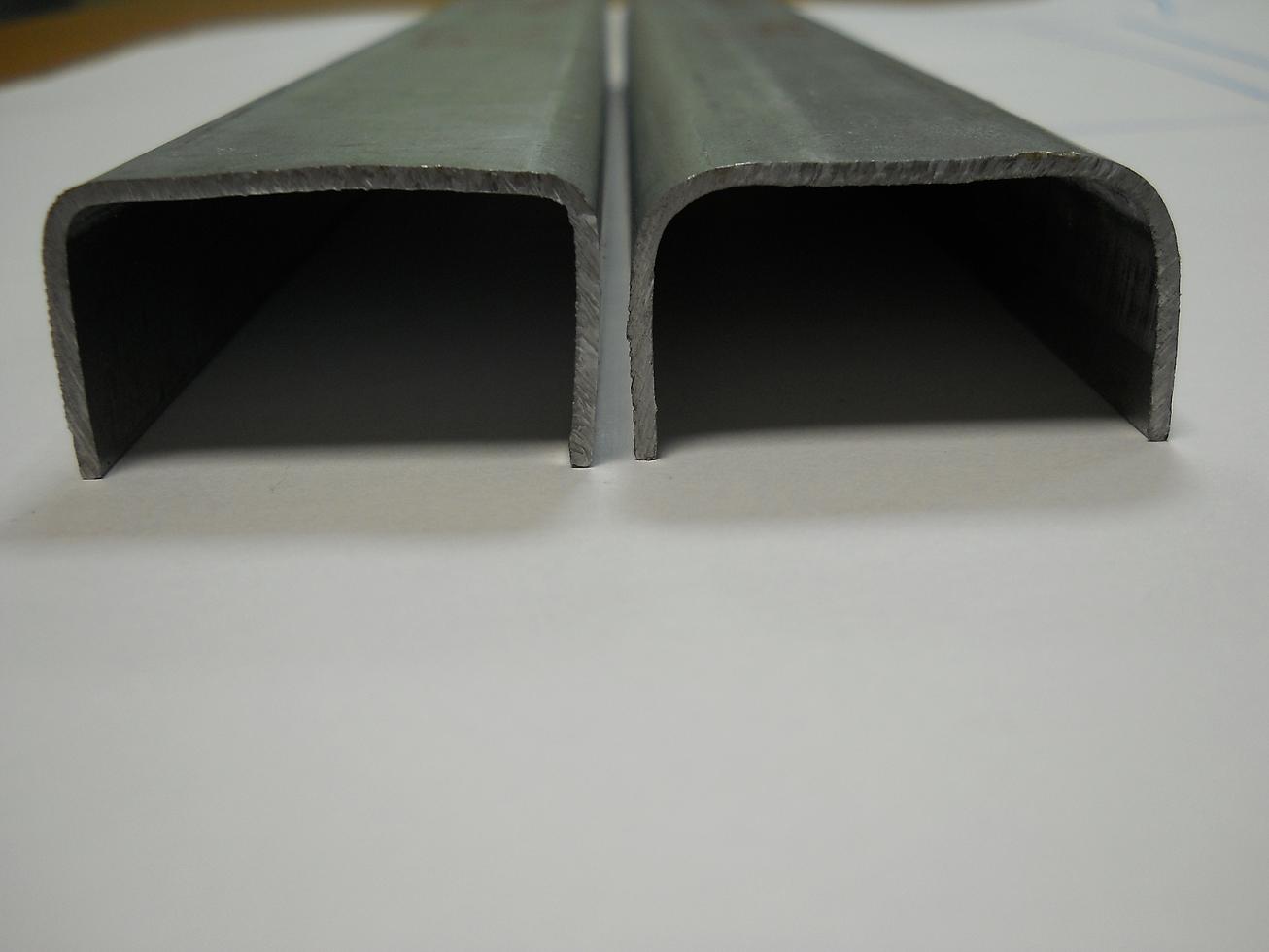
Надо смотреть с торца. Геометрию профиля,а не толщину стенки.
Разную геометрию я увидел сразу. Потом взвесил - получил разницу. Побил. Помял. Для очистки совести запустил стандартное окно. Сразу всплыла разница на пиле и шуруповерте, прогиб после установки импоста прогнозировал, но что бы такой
 (понятно, что если уменьшить шаг саморезов при креплении армирования до 100мм, можно практически все исправить). Вернул армирование в зад. Для себя определил причину - лист из которого гнут армирование данные поставщики не очень подходит, для оконных целей.
(понятно, что если уменьшить шаг саморезов при креплении армирования до 100мм, можно практически все исправить). Вернул армирование в зад. Для себя определил причину - лист из которого гнут армирование данные поставщики не очень подходит, для оконных целей.
-
... Вот-бы фотки глянуть
Да без проблем - армирование 1,32 (1,5 по прайсу
) из стандартного окна 1400х1400 после установки мех. соида
-
Разница получается в том что в конце дня рамы не ждут когда придут створки, и импосты.
Не образовывается куча сваренных и зачищенных рам без ответок, из-за того что импост еще даже не пилили.
Тоесть во временном графике створка немного обгоняет рамы.
Но к финишу все приходит одновременно.
Если кратко то примерно так.
А зачем ждать конца дня? Зачем Вам такой огромный производственный цикл? Очень как то не производительно получается. Все в основном к поточным линиям стремятся, где наиболее короткий цикл имеет место быть. Конечно, проведя хронометраж, Вы увидите, что непрерывный поток не получится, но бороться за минимизацию оборотных межоперационных заделов (неотемлемый придаток прерывистых поточных линий) намного выгоднее. Попробуйте раздробить сменное задание на партии по 10-12 конструкций, с учетом наиболее выгодного для вашего производства соотношения кол-ва рам, створок, импостов в партии.
-
-
Вот у пакета 4M -16-4M оно судя по таблице = 0.32, у 4M - Ar16-4M = 0.34, у 4М -16-И4 = 0.59, а у 4М -Аг16-И4 аж сразу 0.66. Почему в первом случае аргон добавил всего две десятых, а во втором аж семь десятых?
Очень бородатый вопрос. Активно освещался в оконной периодике лет десять назад. Было много статей. Некоторые из них, если напрячься, можно найти и по сей день.
-
Попробуй пообщатся с кем нибудь отсюда
-
Монтажник может увеличить или уменьшить угол наклона предварительно загнутого отлива. Эстетично- "с нуля" - загнуть длинный отлив в полевых условиях маловероятно. Если отлив закреплен до лоджии - то протечек не будет. Если отлив заведен под конструкцию внутрь лоджии, то протечек, со временем, не избежать - даже при загнутом отливе.
Относительно шума и "вылета" верхнего отлива, как вариант, Вы можете от фирмы получуть следующий ответ:
- Широкий верхний отлив нужен для того, что бы стекающая с него вода не попадала на нижний отлив и не беспокоила Вас своим шумом.
-
P.S. Не понимаю надобность в письме... У ТБМ, вроде как, сертификат на ПСУЛы - в наличие...
Сертификация на ПСУЛ ДОБРОВОЛЬНАЯ.
А Вы не зависимо от производителя - всем сертификат ильбруковский подсовываете?

-
Мне тоже не понятно "ПСУЛ по долговечности". ПСУЛ не сертифицируют

нужны ножи для углозачистного станка Lisi LD 1
в Оборудование для производства
Опубликовано:
Обратитесь в Alu-M брал этой осенью, Ваш №18