My4a4o
-
Публикации
27 -
Зарегистрирован
-
Посещение
My4a4o's Achievements
Участник (1/8)
0
Репутация
-
Помогите разобраться с непроваром !!!
тему ответил в My4a4o пользователя My4a4o в Общие профессиональные вопросы
Леха! Вообще для изготовления прямоугольного изделия, требуется четыре заготовки с углом реза 45 градусов. При распиле под 90 гр., мы получаем только стыковку профиля в длину. Может имелось в виду не угол реза, а угол стыковки при котором получается 90 гр. -
Помогите разобраться с непроваром !!!
тему ответил в My4a4o пользователя My4a4o в Общие профессиональные вопросы
Согласен, так как эти (волшебные) пузызьки уже достали. У меня тоже было такое подозрение. На РЕХАВЕ , кстати сказали , что это профиль сыроват! -
Помогите разобраться с непроваром !!!
тему ответил в My4a4o пользователя My4a4o в Общие профессиональные вопросы
Нет, проблема встречается не только на четвертом, но и на втором и на третьем углу. Быает, что на трёх углах сразу. От длины заготовок это не зависит ни как. Дырки, а сейчас маленькие щелки, встречаются как на большом, так и на маленьком изделии! -
Помогите разобраться с непроваром !!!
тему ответил в My4a4o пользователя My4a4o в Общие профессиональные вопросы
Браток!!! СВАРОЧНИК, ОДНОГОЛОВЫЙ !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! -
Помогите разобраться с непроваром !!!
тему ответил в My4a4o пользователя My4a4o в Общие профессиональные вопросы
Да действительно, поменяли диск!!! Да и температуру, время и давление на прижим покрутили!!! Сейчас значения составляют 241гр., 25сек., 6Атм. Ещё выяснился один момент: При распиле профиля, маленькие кусочки защитной плёнки попадали на распил и потом затягивальсь сварным зеркалом в нутрь сварного шва! Мжет быть в этом и была вся проблема?! -
Помогите разобраться с непроваром !!!
тему ответил в My4a4o пользователя My4a4o в Общие профессиональные вопросы
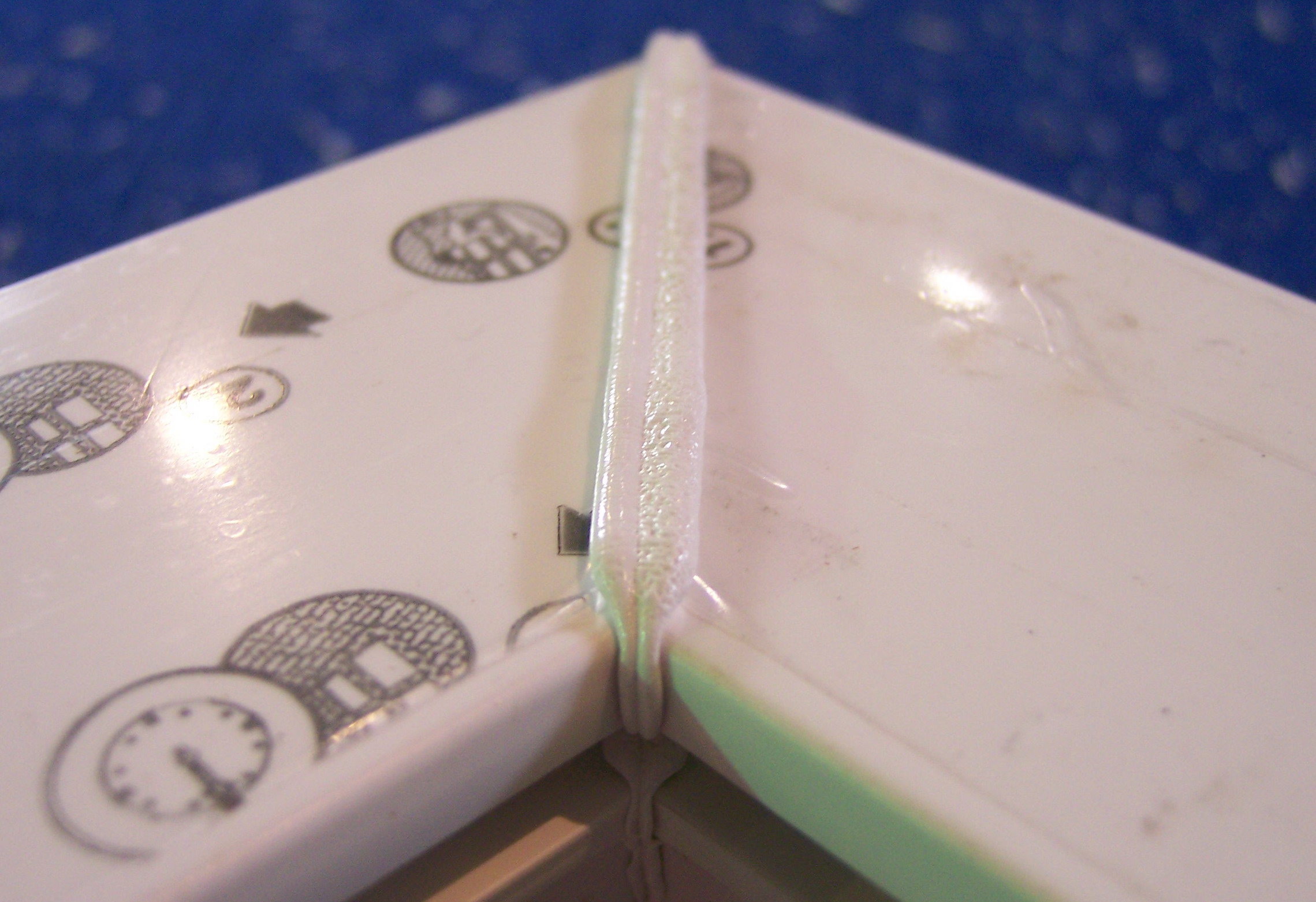
Варилось всё на том же станке! Уголок - норма. Изделие - опять с дыркой!!! Прям загадка какая-то. При разломе уголка, вот что получилось.
-
Помогите разобраться с непроваром !!!
тему ответил в My4a4o пользователя My4a4o в Общие профессиональные вопросы
Как считаете, это нормально?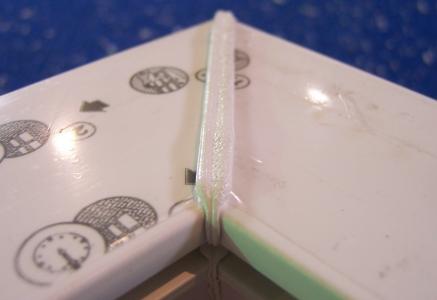
-
Помогите разобраться с непроваром !!!
тему ответил в My4a4o пользователя My4a4o в Общие профессиональные вопросы
Спасибо за совет! -
Помогите разобраться с непроваром !!!
тему ответил в My4a4o пользователя My4a4o в Общие профессиональные вопросы
Для чистоты экспереманта приглашали в академию. По результатам полётов обещали спеца прислать! Я очень настойчив, и мне очень интересно найти причину этой "болезни"! -
Помогите разобраться с непроваром !!!
тему ответил в My4a4o пользователя My4a4o в Общие профессиональные вопросы
Длинное, или большое изделие лежит на столе, который выставлен в ровень со сварочным столом. Плюс на сварочнике есть удлинители. Качество шва от длины не зависит ни как !!! Вчера привезли новый профиль, сегодня пробывал варить- качество сварного шва лучше! На старой партии профиля, при такойже температуре, пластик кипит а на новом гладкий шов получается! Может пластик г.... Отдали образци профиля на испытания в академию REHAU. Ждём результатов. -
Помогите разобраться с непроваром !!!
тему ответил в My4a4o пользователя My4a4o в Общие профессиональные вопросы
Вобщем делал всё как написано, только температуру отпустил не на 5, а на 15гр. Т.к. при уменьшении на 5 гр. пластик продолжает кипеть, получается пузырьчатый наплав. -
Помогите разобраться с непроваром !!!
тему ответил в My4a4o пользователя My4a4o в Общие профессиональные вопросы
Производственники ! Кто нибудь может прислать видео как варит Ваш станоки какой получается шов? Напишите в личку! Заранее благодарю! -
Помогите разобраться с непроваром !!!
тему ответил в My4a4o пользователя My4a4o в Общие профессиональные вопросы
На фото уголок без армирования!!!!!!!!!!! -
Помогите разобраться с непроваром !!!
тему ответил в My4a4o пользователя My4a4o в Общие профессиональные вопросы
Добился следующего: 1. Методом подбора нашел температуру, при которой ппластик плавится как ндао (Т составила 228гр по прибору сварочника). 2. Подобрал время расплава пластика (V составило 23,5 сек.) 3. Давление, при котором стыкуются расплавленные детали ( составило 5 атм.) Вот при таком раскладе две палки (без армирования), варятся как надо. При попытке разбить этот угол - ломается профиль , а не сварной шов! Вывод: сварка хорошая. Но при попытке сварить изделие, "наступаем на теже грабли". Вобщем тот же непровар, только в меньших количествах. PS. Самое интересное, что KBE варится отлично, в отличие от REHAU. -
Помогите разобраться с непроваром !!!
тему ответил в My4a4o пользователя My4a4o в Общие профессиональные вопросы
Цулаги изготавливались на ФЕСТе, под РЕХАУ. Оснавная (коробочная) цулага ниже профиля примерно на 2-3мм.