Stray
-
Публикации
20 -
Зарегистрирован
-
Посещение
Stray's Achievements
Участник (1/8)
0
Репутация
-
Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя Stray в Оборудование для производства
Посмотрел. При подаче напряжения на катушку пневмоклапана, он открывается и воздух толкает цилиндр в рабочее положение, и пока на катушку подано напряжение, цилиндр будет находится в рабочем положении. При снятии напряжения с катушки пневмоклапана, он закрывает воздух и цилиндр перемещается в начальное (исходное) положение, и пока на катушке нет напряжения, цилиндр будет находиться в начальном положении. Пружин нет, цилиндр в обе стороны толкает воздух. Пружинка есть только в самом пневмоклапане - на штоке, который толкает магнитное поле соленоида. -
Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя Stray в Оборудование для производства
Да, точно так. Да, всё правильно - проверял отрезком провода подавая напряжение +24 поочерёдно на выходы 2, 4, 5 - всё правильно. Если подавать таким же образом напряжение +24 одновременно на выходы 2,4,5 - все срабатывают одновременно. и при снятии провода с клеммы +24 все цилиндры отходят одновременно - т.е. в тесте всё нормально, задержка только при цикле работы. Спасибо за пинок, разберусь. Отпишусь. -
Калибровка термопар на сварочниках типа MURAT KC-258C.
тему ответил в Stray пользователя Stray в Оборудование для производства
Ну да, а эти контроллеры куда устанавливаете? Сзади в шкафчике станка? И как температуру настраивают станочники, каждый раз в шкаф залезают? Я как раз эти лишние контроллеры и убираю - пытаюсь сделать "заводской вид". -
Калибровка термопар на сварочниках типа MURAT KC-258C.
тему ответил в Stray пользователя Stray в Оборудование для производства
И ещё вопрос: кто какие термопары обычно ставит? -
Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя Stray в Оборудование для производства
Прозвонил и проверил провода - всё в порядке. -
Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя Stray в Оборудование для производства
Если бы провод был в обрыве, то цилиндр не срабатывал бы совсем. А они же работают, только с задержкой, причём все четыре одновременно. -
Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя Stray в Оборудование для производства
Не пугайтесь, это у меня пока нелады с профессиональным слэнгом, я эти станки первый раз в жизни вижу, вот и придумываю названия... Горизонтальные зажимы - это те, которые двигают губки в горизонтальной плоскости (на себя/от себя), вертикальные зажимы - это те, которые поднимаются вверх/низ. Если подскажете, как они правильно называются, то стану грамотнее... -
Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя Stray в Оборудование для производства
Менять трубки нет смысла, посмотрел сейчас цикл работы внимательно - по окончании стравливания воздуха станок сначала отодвигает горизонтальные прижимы и после этого вертикальные - одновременно и передние и задние. Спасибо, написал. -
Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя Stray в Оборудование для производства
К сожалению вообще ничего нет. Можно подробнее? Какие трубки и куда должны идти? -
Добрый день всем! Небольшой опрос на тему кто как калибрует термопары. На сварочниках типа MURAT KC-258C и подобных на утюгах с завода стоят термопары типа J. Начав приводить "хозяйство" в порядок, обнаружил, что на всех сварочниках стоят термопары типа К - на вопрос нахрена так, ответили, что К-ки намного дешевле и они всегда есть в доступе. На станках везде стоят контроллеры типа MAXER PLC7 (или подобные). Снял один, вскрыл - по факту этот контроллер температуру не измеряет, у него на входе стоят компараторы типа LM358P - они только сообщают контроллеру пороговые значения. Калибровка термопары производится многооборотным потенциометром. При установке термопары J-типа можно откалибровать так, чтобы показания на экране совпадали с фактической температурой утюга, замеренной пирометром. при установке термопары К-типа у потенциометра не хватает диапазона регулировки - невозможно поднять значение температуры на экране до фактической. По ГОСТу ГОСТ Р 8.585-2001 на 100 градусах термопары К-типа выдают 4,096 мВ, а J-типа выдают 5,296 мВ. Конечно, можно перепаять и подобрать делительные резисторы, но не хочется трогать заводскую схему. Вопрос к всезнающему сообществу: кто и как выходят из данного положения при замене термопар J-типа на более доступные и дешёвые К-типа? И как калибруют показания температуры на экране станка?
-
Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя Stray в Оборудование для производства
Не могу сказать точно, я только пришёл. Но ребята-станочники говорят, что раньше разъезжались почти одновременно. Пневматику проверил всю, заменил половину трубок и два пневмоклапана - не помогло. -
Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя Stray в Оборудование для производства
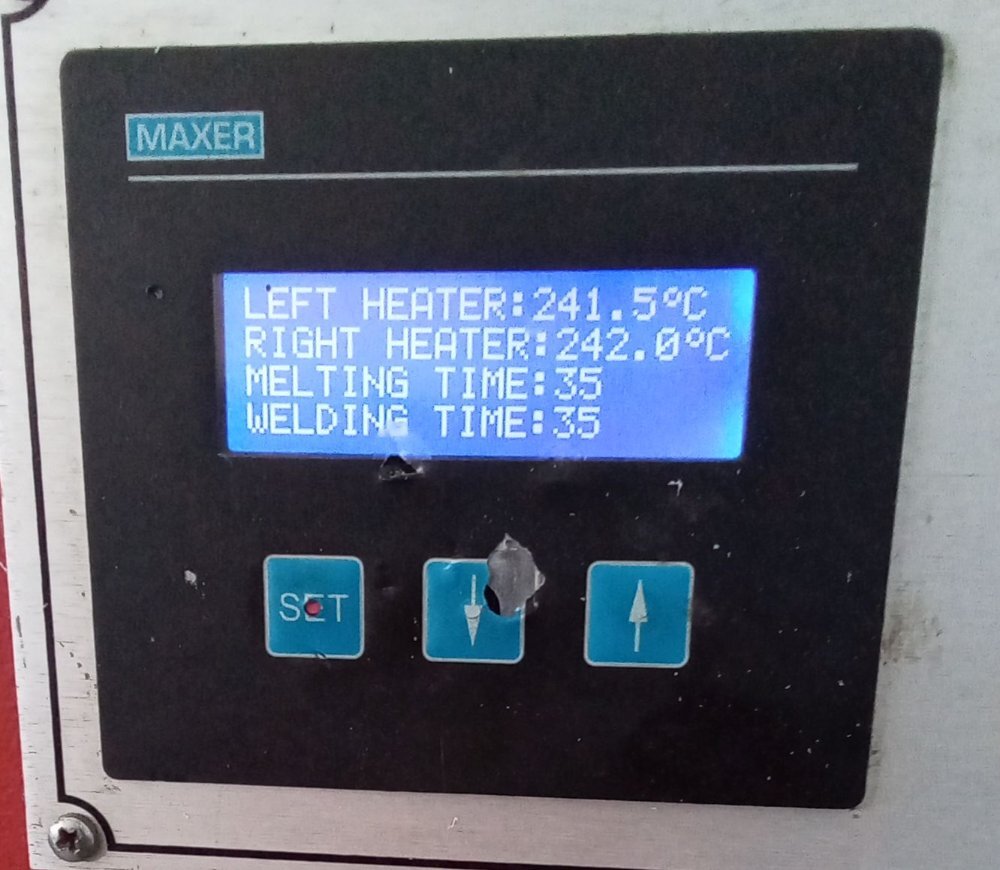
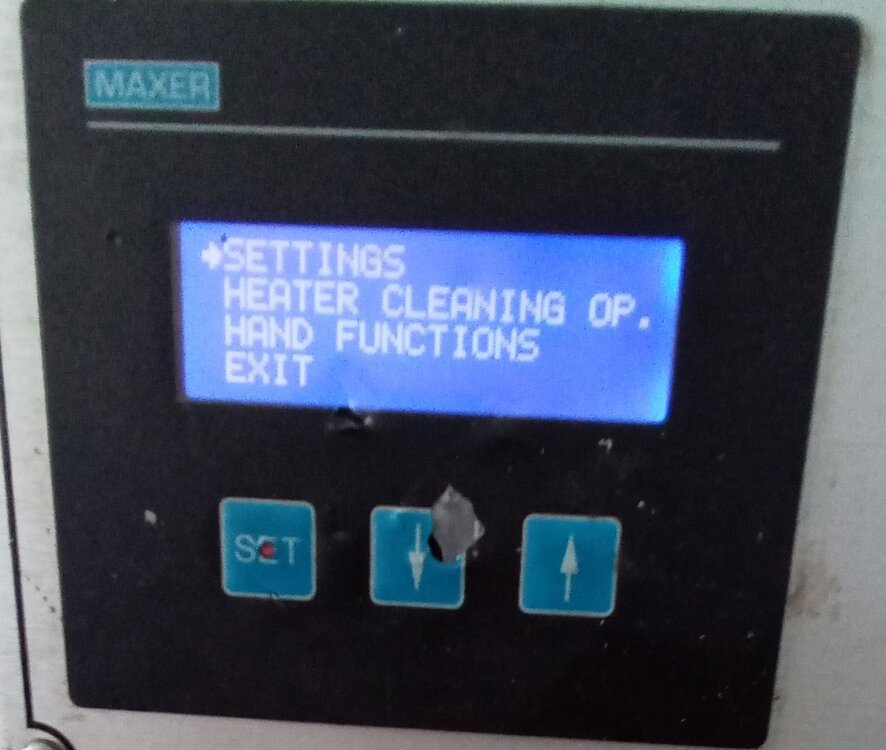
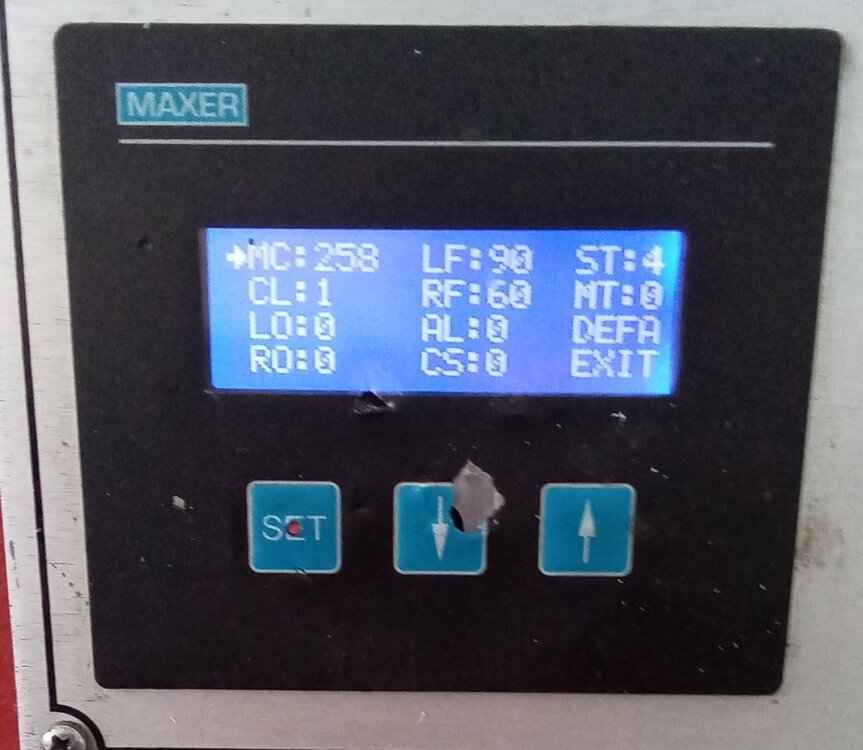
Вот поэтапно, на последнем фото интересующее.

-
Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя Stray в Оборудование для производства
В настройках время стравливания выставляется от 3 до 9 секунд - пробовал все, ни на что не влияет. Кстати, может кто сталкивался? Если войти в настройки станка, там есть раздел "Machine data", в котором можно менять/задавать какие-то параметры. К сожалению, документации на станок нет (и пока не смог найти), может кто подскажет, что это за параметры и на что они влияют? -
Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя Stray в Оборудование для производства
Я тоже думал про разные цилиндры - на горизонтальном зажиме их два, а на вертикальном - четыре. Но при подаче на них всех сразу управляющего сигнала (отрезком провода на +24 В) они все срабатывают одновременно. Т.е. дело не состоянии цилиндров или клапанов, а именно в логике работы пневматической схемы. Глушители поменяли на регулируемые - пытались настроить, но именно на интересующий момент они не оказывают никакого влияния. Пересмотрел штук десять роликов по работе этого станка на ютубе - везде по разному, где-то работает как у нас, а где-то захваты отходят одновременно. Понимаю, что это как-то можно настроить... -
Здравствуйте! Станок работает нормально, но по окончании цикла сварки и выдержки сначала отодвигает горизонтальные (задние) прижимы и только потом поднимает вертикальные. Из-за этого царапается защитная плёнка профиля. Логика подсказывает, что так быть не должно - сначала прижимы должны подняться, а потом отодвинуться (я так понимаю), или отпустить профиль одновременно. На контроллере по индикаторным светодиодам видно, что команда на снятие прижима даётся одновременно, выход 2 - прижим горизонтальный выход 4 - прижим вертикальный левой группы выход 5 - прижим вертикальный правой группы т.е. контрольные светодиоды 2,4,5 гаснут одновременно. Но пневматика работает на подъём вертикальных с задержкой. Проверка имитацией работы - подачей +24 В одновременно на выходы 2,4,5 - все захваты зажимают одновременно, при снятии +24 В одновременно со всех выходов - все зажимы поднимаются одновременно. А при работе цикла сварки, по окончании выдержки времени на сварку и стравливания воздуха сначала отодвигаются горизонтальные зажимы и с небольшой задержкой - вертикальные. Пневматику проверили всю - утечек и нерабочих клапанов цилиндров нет. Нужен пинок в заданном направлении, заранее спасибо. Николай.