Любительь
-
Публикации
21 -
Зарегистрирован
-
Посещение
Посетители профиля

Любительь's Achievements
Участник (1/8)
1
Репутация
-
Оптимизация раскроя штапика
тему ответил в oleg27 пользователя Любительь в Общие профессиональные вопросы
не забываем, что на основании данных оптимизации так же осуществляется списание профилей. Если на предприятии выпускается более 100 изделий в смену, то вряд ли отход будет большим, ибо при стандартных конструкциях это 2 проема * 100 изделий * 4 штапика = 800 штапиков. А если предприятие выпускает не 100, а 300 конструкций? а если сюда прибавить увеличение производительности, то эффект может превзойти ожидания. я к тому , что вопрос очень интересный. -
Причины провисания створок
тему ответил в alilu пользователя Любительь в Общие профессиональные вопросы
пункт 5 я бы еще жирным шрифтом выделил. -
так может все же не по адресу обращение? может ему к ювелиру надо? а то из ПВХ не очень дорого получится, да и завитушки не сделаешь.
-
Служба качества как система.
тему ответил в Alex Wolf пользователя Любительь в Общие профессиональные вопросы
спасибо, я тут на днях еще папку переработчика Rehau почитал в части операционного контроля. так и есть, даже немцы говорят операционный контроль возлагается на операторов. -
Служба качества как система.
тему ответил в Alex Wolf пользователя Любительь в Общие профессиональные вопросы
если попытаться подытожить, то получается, что во всех озвученных случаях (равно как и у нас) ОТК есть и есть входной контроль. у кого-то ОТК это отдельный специалист, у кого-то по совместительству. Одно объединяет всех - входной контроль материалов - он осуществляется на рабочих участках. и если выявляется брак материалов, то он отставляется в строну и рабочий берет другой материал, если и там выявляется брак, то он снова отставляет брак и берет новый материал. и так на всех участках. если материал в цех завезен в ограниченном количестве (ну чтоб учитывать легче было, чтоб хищения свести к минимуму), то для выполнения дневного задания материала не хватает. Пунктов вторым хочется озвучить оформление брака, кто-то же должен написать рекламацию определив тип брака и уведомить поставщика и вообще взять этот вопрос под контроль ( а там и фурнитура и профиль и гамневые попались саморезы...). и далее возникает вопрос (к чему все собственно вполне логично и идет) - входной контроль, как это? я для себя не могу нарисовать картинку в голове как его организовать таким образом, чтоб рабочий в цехе не занимался выбраковкой, а занимался выполнением своих операций. либо нужно перерабатывать то, что дают, либо еще при приемке на склад все осматривать, но это вообще не реально штат нужно увеличить вдвое, либо снижать производительность с расчетом на то, что рабочий на своем месте будет заниматься выбраковкой вместо производства. как то так получается? -
Служба качества как система.
тему ответил в Alex Wolf пользователя Любительь в Общие профессиональные вопросы
это где так? если не секрет... видел подобное в кино , но там кокс и герыч фасовали -
Подставочный профиль
тему ответил в error847 пользователя Любительь в Общие профессиональные вопросы
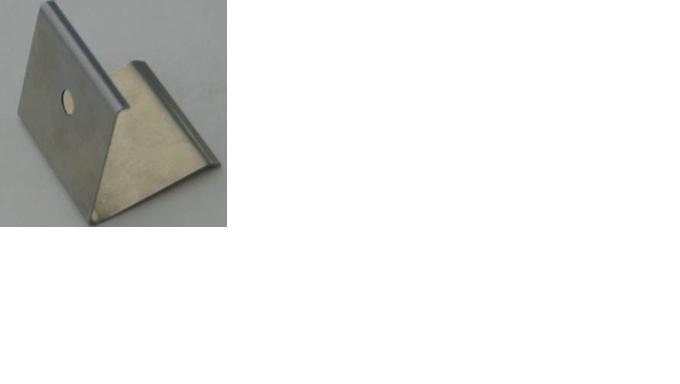
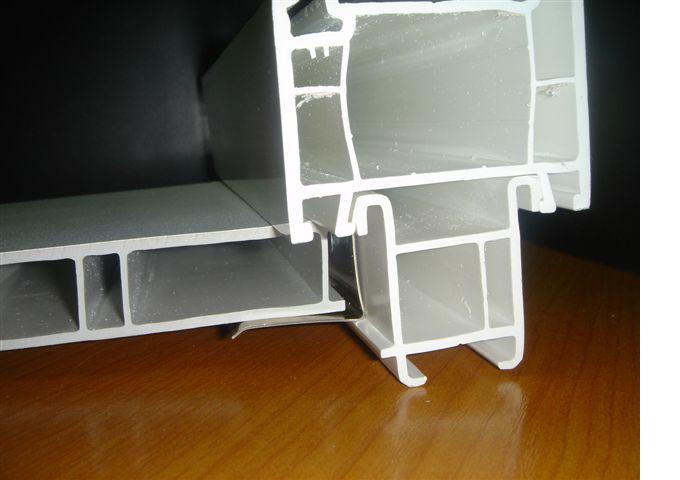
Данная позиция используется при установке подоконной доски в качестве крепления подоконника к подставочному профилю. «Скоба» дает возможность: 1)устанавливать подоконник без зазоров и провисаний; 2)сократить время установки подоконника в 1,5 раза; 3)повысить качество установки подоконника и всего изделия. «Скоба» изготавливается из листового металла темного цвета с анодированным покрытием. «Скоба» крепиться к подставочному профилю изделия, до установки изделия в проем, при помощи самонарезающих винтов 3,5х12мм. Шаг крепления «Скобы» к подставочному профилю должен, быть не более 400мм друг от друга. Скоба устанавливается в подставочный профиль прижимом вверх и закрепляется самонарезающим шурупом.3,5х12мм.

-
Служба качества как система.
тему ответил в Alex Wolf пользователя Любительь в Общие профессиональные вопросы
но как? как инженер ОТК и изделия принимает и уголки рвет на стенде? чтоб порвать уголки их нужно сначала напилить, потом заармировать, потом сварить, потом распилить, потом зафиксировать с грузом или динамометром, потом данные зафиксировать на бумаге (не говорит же он вам типа все в норме начальник, поверь мне я же оТК). далее следует уборка рабочего места. кстати, ОТК это инженер или инженерша? и весь ассортимент... сколько рук у этого умельца и цена соответсвенно какая? -
Служба качества как система.
тему ответил в Alex Wolf пользователя Любительь в Общие профессиональные вопросы
для чего фиксировать номер изделия в базе если выявлен брак, почему нельзя его просто отправить на переделку , а фиксировать номера только принятых изделий? сколько тратит ОТКашник на приемку изделия если ему необходимо после каждого бежать к компику и печатаь штрих код ? или у вас переносные сканеры с встроенными принтерами? у нас тоже есть ОТК, но при создании статистики по выявленным дефектам (читай по забракованным изделиям) нам не ребуются номера заказов. есть ли у вас норматив, время отведенное на приемку одного изделия? для чего нужно знать подавалось ли изделие к осмотру? у нас проще - принято или не принято. не принято значит устраняйте брак и переводите изделие в разряд принято. далее так же как и всех - печать и на склад храниться. если не трудно опишите подробнее операционный контроль и приемку материалов. не совсем понятно сколько раз в смену и на каких участках и главное кто и что проверяет? заранее благодарен. думаю зря перестали, просто когда у вас одна из голов сварочника начнет косячить вы узнаете об этом весьма не своевременно, потери будут большие. у меня тоже периодически перестают, грят не успели или еще чего выдамают. но выявляю и пресекаю. ведем статистику опять же. вообще смену начинаем с пайки контуров в помойку, так в инструкции на стонок написано. потом уже начинаем боевыз загтовки в сварочник сувать. ага, есть такие знакомые, интересуюсь как по рекламациям работают, грит типа нету брака, ну понятно, дальше бессмысленно распрашивать пожалуйста подробнее про проверку поступивших материалов, кто сколько когда и чем проверяет. Трудно представить учитывая перечень номенклатуры начиная от основных профилей и заказнчивая саморезами с некачественной бурголовкой. неужели все перебираете? или условно отделили крупняк от мелочевки и на последнюю забили? -
простите, а о каком производстве идет речь? точнее сколько тысяч изделий в смену?
-
целая сборочная линия это гуд, есть варианты и проще - одноголовые обработчики с функцией фрезеровки паза в углу, но они не обрабатывают в местах соединения с импостом. а на фотке наверно и под импост шлепает и сливные и паровые , весь комплекс короче
-
судя по колеству ответов народ пользуют печи или гибочники с системой подвижных роликов
-
Производство москитных сеток
тему ответил в Alekx пользователя Любительь в Оборудование для производства
у меня в смену (12 часов) один чел делает план 125 штук, дальше на премию. -
Российский подоконник
тему ответил в Brigadir пользователя Любительь в Общие профессиональные вопросы
а существует ПВХ подоконник дешевле монблана, но чтоб лучшего качества? Ведь ПВХ окошки хотят и корова и барсук, а достаток разный и с зарплатой в 12тр/мес люди тоже хотят в своей хрущевке сменить гнилье (уж не до мнения соседей, зимой бы не унесло свозняком чего из хаты). и на битые и на пробежные авто есть свой покупатель, вопрос в данном случае только в цене, потребитель сам для себя выбирает качество исходя из доходов. а ежели женщина бальзаковского возраста весом 120 кг решит мясо порубить на подоконнике Меллер, то что? -
рекомендации по москиткам на ПВХ двери
тему ответил в rogi пользователя Любительь в Общие профессиональные вопросы
дык это смотря из чего делать. мы делаем из усиленного профиля с ал закладными в соединении, с поперечиной, на петлях и с ручками, еще ни одну развалившуюся не вернули.