Вся активность
- Сегодня
-

Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя Stray в Оборудование для производства
Прозвонил и проверил провода - всё в порядке. -

Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя lobb в Оборудование для производства
Не факт, снаружи изоляция может быть целая, а жила перебита и просто касается, сопротивление больше через такое "касание". Нестабильная сработка, при попытке вытянуть провод: концы расходятся и контакт пропадает совсем. -
Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя Stray в Оборудование для производства
Если бы провод был в обрыве, то цилиндр не срабатывал бы совсем. А они же работают, только с задержкой, причём все четыре одновременно. -
Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя Stray в Оборудование для производства
Не пугайтесь, это у меня пока нелады с профессиональным слэнгом, я эти станки первый раз в жизни вижу, вот и придумываю названия... Горизонтальные зажимы - это те, которые двигают губки в горизонтальной плоскости (на себя/от себя), вертикальные зажимы - это те, которые поднимаются вверх/низ. Если подскажете, как они правильно называются, то стану грамотнее... -
Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя lobb в Оборудование для производства
Вы меня пугаете, что за "горизонтальные прижимы"? Есть фото? -
Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя Stray в Оборудование для производства
Менять трубки нет смысла, посмотрел сейчас цикл работы внимательно - по окончании стравливания воздуха станок сначала отодвигает горизонтальные прижимы и после этого вертикальные - одновременно и передние и задние. Спасибо, написал. -
Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя lobb в Оборудование для производства
Еще раз прочитал верхнее сообщение - погодите экспериментировать с трубками. Контроллер у вас подает сигналы на подъем прижимов и на отход салазок одновременно, при это пилоты отрабатывают подачу 24В тоже нормально, как вариант: может проверить провод подающий напряжение на катушку соленоида пилота (клапана). -
Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя lobb в Оборудование для производства
Трубки можно отследить, какие на прижимы идут, а какие на "горизонтальные (задние) прижимы". Можно, конечно поэкспериментировать и их местами поменять, но это "на ваш страх и риск". Если получится и цикл отработает правильно, то на обрезках проверяйте прочность шва. -
Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя lobb в Оборудование для производства
При отсутствии схемы пневматики вряд ли что-то подробнее получится. Может попробовать Muratовцев напрячь за инструкцию: https://muratmachinery.com/products/pvc/welding-machines/kc-258 Там даже e-mail на сайте есть, но почему-то info@haffner.com.tr Можно запрос на английском им написать, можно попробовать в haffner обратиться, мне приходилось с техником хафнера общаться, значит представительство в РФ есть (по крайней мере было лет 20 назад). -
Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя Stray в Оборудование для производства
К сожалению вообще ничего нет. Можно подробнее? Какие трубки и куда должны идти? -
Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя lobb в Оборудование для производства
Схемы пневматики совсем нет? Трубки с выходов пилотов (клапанов) точно не перепутаны? вертикальные прижимы должны подняться первыми, салазки могут отойти и позже и одновременно с пневмоприжимами (это не принципиально). -
Добрый день всем! Небольшой опрос на тему кто как калибрует термопары. На сварочниках типа MURAT KC-258C и подобных на утюгах с завода стоят термопары типа J. Начав приводить "хозяйство" в порядок, обнаружил, что на всех сварочниках стоят термопары типа К - на вопрос нахрена так, ответили, что К-ки намного дешевле и они всегда есть в доступе. На станках везде стоят контроллеры типа MAXER PLC7 (или подобные). Снял один, вскрыл - по факту этот контроллер температуру не измеряет, у него на входе стоят компараторы типа LM358P - они только сообщают контроллеру пороговые значения. Калибровка термопары производится многооборотным потенциометром. При установке термопары J-типа можно откалибровать так, чтобы показания на экране совпадали с фактической температурой утюга, замеренной пирометром. при установке термопары К-типа у потенциометра не хватает диапазона регулировки - невозможно поднять значение температуры на экране до фактической. По ГОСТу ГОСТ Р 8.585-2001 на 100 градусах термопары К-типа выдают 4,096 мВ, а J-типа выдают 5,296 мВ. Конечно, можно перепаять и подобрать делительные резисторы, но не хочется трогать заводскую схему. Вопрос к всезнающему сообществу: кто и как выходят из данного положения при замене термопар J-типа на более доступные и дешёвые К-типа? И как калибруют показания температуры на экране станка?
-
Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя Stray в Оборудование для производства
Не могу сказать точно, я только пришёл. Но ребята-станочники говорят, что раньше разъезжались почти одновременно. Пневматику проверил всю, заменил половину трубок и два пневмоклапана - не помогло. -
Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя lobb в Оборудование для производства
Задержка на вертикальных зажимах появилась недавно, или всегда так было? -
Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя lobb в Оборудование для производства
Не помогло - слишком мало информации. По двум буквам сложно догадаться. -
Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя Stray в Оборудование для производства
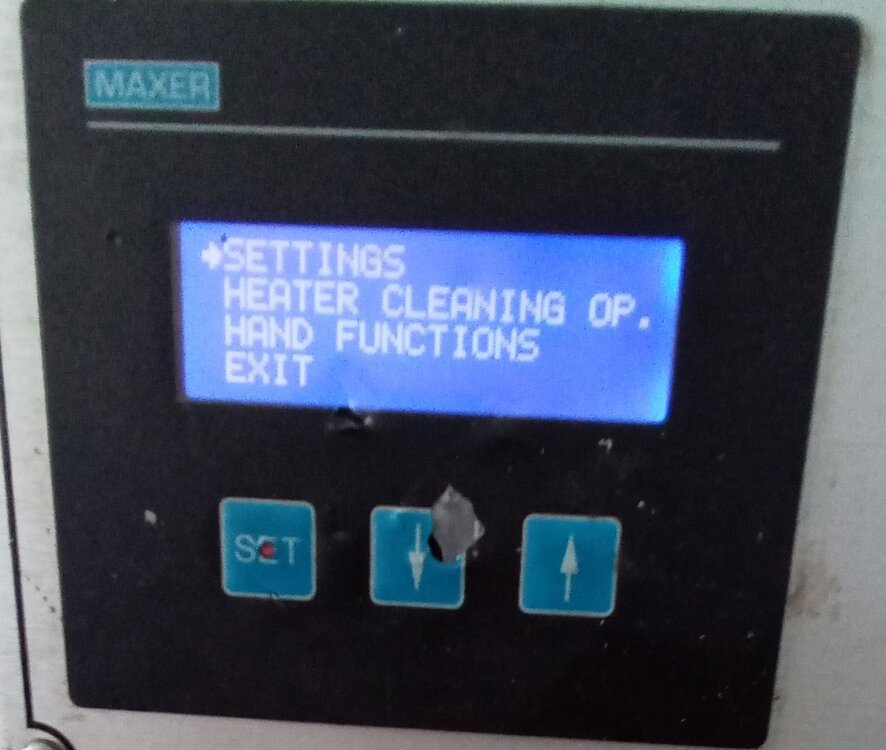
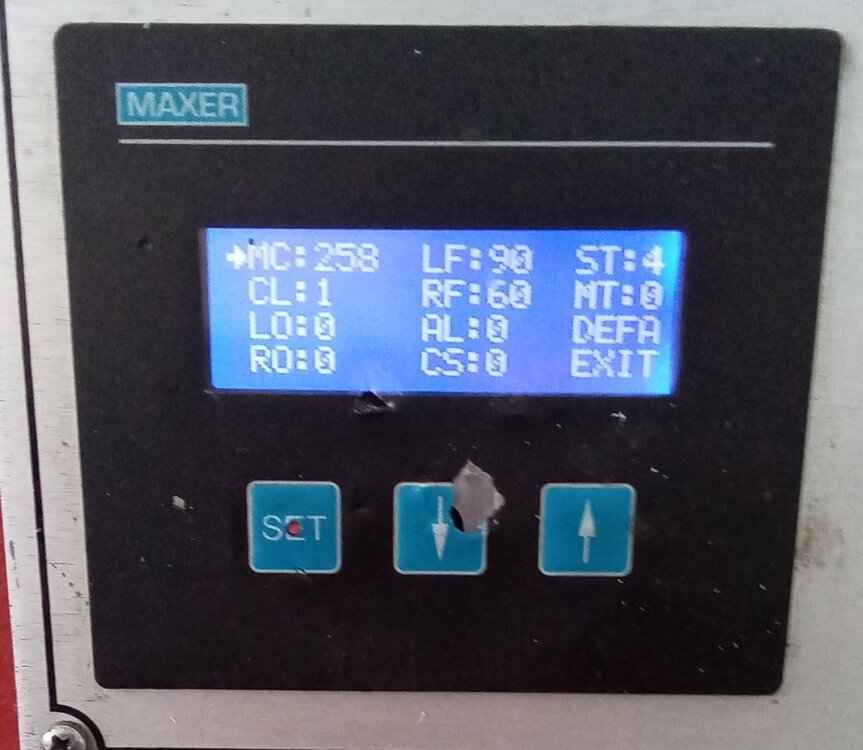
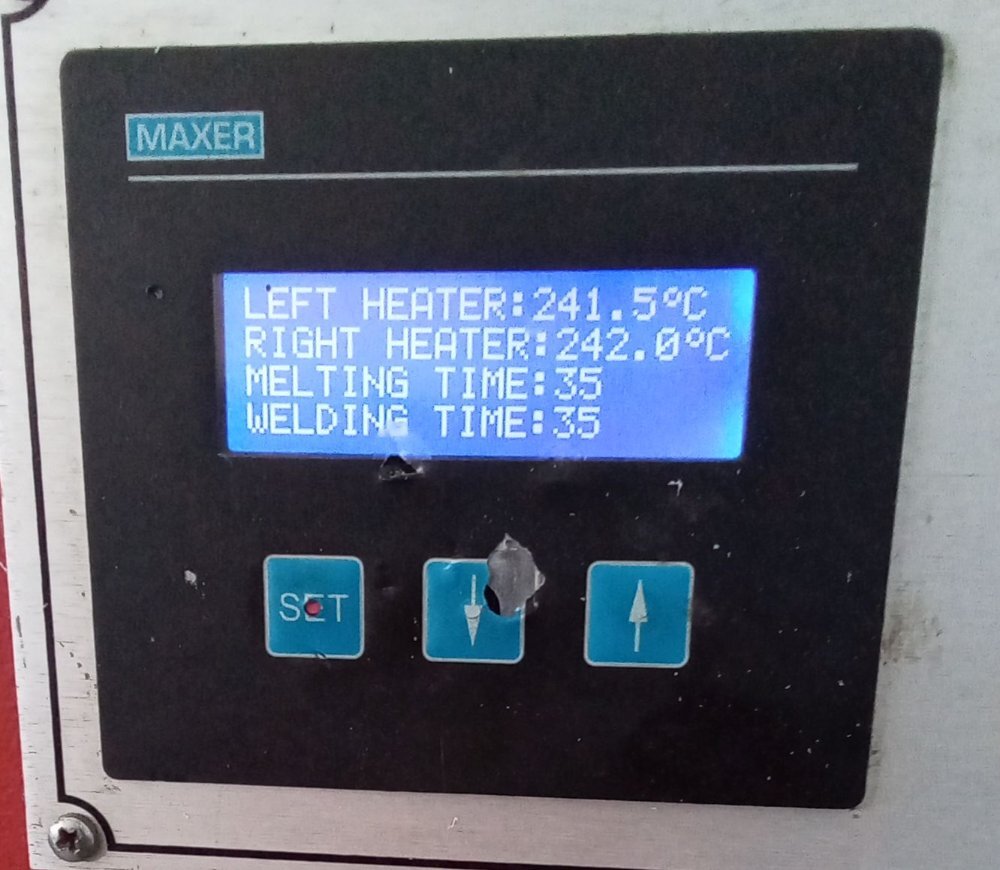
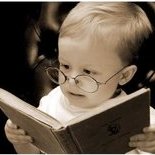
Вот поэтапно, на последнем фото интересующее.

-
Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя lobb в Оборудование для производства
Плохо что нет документации, фото меню станка может ускорить процесс помощи. -
Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя Stray в Оборудование для производства
В настройках время стравливания выставляется от 3 до 9 секунд - пробовал все, ни на что не влияет. Кстати, может кто сталкивался? Если войти в настройки станка, там есть раздел "Machine data", в котором можно менять/задавать какие-то параметры. К сожалению, документации на станок нет (и пока не смог найти), может кто подскажет, что это за параметры и на что они влияют? - Вчера
-

Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя Roman39 в Оборудование для производства
Ремонтировал такой же станок и та же проблема. Проблема в том что за 5 сек до поднятия прижимов включается клапан и скидывает давление с прижимов при этом плиты сдвигаются сильнее и формируют нулевой шов. Это время 5 сек настраивается в параметрах. После переключаются клапана на подъем прижимов и тот клапан который стравил воздух с задержкой . если исключить этот клапан который сбрасывает давление то станок начинает работать лучше но пропадает нулевой шов. -
 Космос Профи зарегистрировался на сайте
Космос Профи зарегистрировался на сайте -
Отремонтировали контроллер. Прошивка стала, настройки почти все вернул. Пока вроде все работает - даже стеклопакеты от 40 мм, в режиме симуляции, уже "герметизирует". Завтра проверим в работе. UPD: все работает. Всем спасибо за посильное участие в решении проблемы.
-
Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя Stray в Оборудование для производства
Я тоже думал про разные цилиндры - на горизонтальном зажиме их два, а на вертикальном - четыре. Но при подаче на них всех сразу управляющего сигнала (отрезком провода на +24 В) они все срабатывают одновременно. Т.е. дело не состоянии цилиндров или клапанов, а именно в логике работы пневматической схемы. Глушители поменяли на регулируемые - пытались настроить, но именно на интересующий момент они не оказывают никакого влияния. Пересмотрел штук десять роликов по работе этого станка на ютубе - везде по разному, где-то работает как у нас, а где-то захваты отходят одновременно. Понимаю, что это как-то можно настроить... -

Двухголовый сварочник MURAT KC-258C - неправильное поднятие зажимов после сварки.
тему ответил в Stray пользователя Пыль в Оборудование для производства
Сильно далëк от сжатого воздуха. Могу предположить- объëмы у пневмо цилиндров разные, и при одновременной подачи, для напуска/ срабатывания им требуется разное время. Уж совсем завиральная идея- посмотреть систему глушителей, попытаться там найти причину, ну- если она есть.. -
Здравствуйте! Станок работает нормально, но по окончании цикла сварки и выдержки сначала отодвигает горизонтальные (задние) прижимы и только потом поднимает вертикальные. Из-за этого царапается защитная плёнка профиля. Логика подсказывает, что так быть не должно - сначала прижимы должны подняться, а потом отодвинуться (я так понимаю), или отпустить профиль одновременно. На контроллере по индикаторным светодиодам видно, что команда на снятие прижима даётся одновременно, выход 2 - прижим горизонтальный выход 4 - прижим вертикальный левой группы выход 5 - прижим вертикальный правой группы т.е. контрольные светодиоды 2,4,5 гаснут одновременно. Но пневматика работает на подъём вертикальных с задержкой. Проверка имитацией работы - подачей +24 В одновременно на выходы 2,4,5 - все захваты зажимают одновременно, при снятии +24 В одновременно со всех выходов - все зажимы поднимаются одновременно. А при работе цикла сварки, по окончании выдержки времени на сварку и стравливания воздуха сначала отодвигаются горизонтальные зажимы и с небольшой задержкой - вертикальные. Пневматику проверили всю - утечек и нерабочих клапанов цилиндров нет. Нужен пинок в заданном направлении, заранее спасибо. Николай.
- Последняя неделя
-
Спасибо.
-
как всегда: неполная информация о типе оборудования, а вы гадайте, в чем проблема. При наличии VB модуля есть еще и взаимная блокировка оси Х и резака VB.







-
Мои клубы
-

Торги на бирже
Публичный клуб
-

Дачные кулуары
Публичный клуб
-
Литературная гостиная.
Публичный клуб
-

Экскурс в историю
Публичный клуб
-

Авто, мото, вело ...
Публичный клуб
-